fire de sudură MIG
în sudarea cu arc metalic cu gaz (GMAW), nu veți folosi un electrod stick sau o tijă de umplere.
în schimb, tot ce aveți nevoie pentru a depune o sudură provine dintr-o bobină de sârmă metalică.
în acest proces de sudare, mai cunoscut sub numele de MIG, un rezervor de gaz (de obicei CO2 sau argon) asigură ecranarea în timp ce firul se topește în metalul de bază.
în zilele noastre, este cel mai comun proces pentru sudarea structurală și fabricarea produselor.
când un sudor Apasă trăgaciul pistolului său MIG (prezentat mai jos), o mașină de alimentare cu sârmă avansează firul printr-o duză de alamă. Acest lucru permite o precizie precisă și o vedere neobstrucționată a ceea ce se întâmplă în interiorul articulației.

sudarea din poziție este mult mai ușoară decât cu SMAW. Și din moment ce bobina deține aproximativ o milă în valoare de sârmă, nu trebuie să se oprească și reîncărcați foarte des. (Termenul MIG, întâmplător, înseamnă „gaz inert metalic”.
cu toate acestea, deoarece CO2 și O2 sunt gaze reactive, este mai precis să spunem MAG – metal activ gaz – atunci când aceste gaze sunt utilizate.)
Clasificarea sârmei
există două consumabile de luat în considerare în procesul GMAW – gazul și firul.
la fel ca electrozii stick, există un sistem de clasificare pentru diferitele opțiuni de sârmă MIG disponibile, care este gestionat de Societatea Americană de sudură.
Societatea Americană a Inginerilor Mecanici are, de asemenea, un cod, dar este aproape identic.
codul AWS pentru sârmă de oțel solid este cunoscut sub numele de AWS A5.18.
iată ce indică numărul de clasificare pentru un fir comun pentru oțel moale, ER70S-6:
- ER – tijă electrică
- 70 – acest număr din două sau trei cifre reprezintă rezistența minimă la tracțiune a metalului sudat, măsurată în kilograme pe inch pătrat (PSI) înmulțită cu 1.000.
- s – sârmă solidă.
- 6 – acest număr (cu Uneori o literă adăugată) indică aditivii chimici utilizați în fir care pot afecta setarea polarității pe mașină.
6, în acest caz, indică mai mulți dezoxidanți au fost adăugați la sârmă, ceea ce este util la sudarea pe oțel murdar sau ruginit.
celălalt tip de sârmă din oțel carbon de uz general este ER70S-3. Acesta nu are substanțele chimice adăugate, deci este utilizat în principal pe oțel nou sau curat.
cele mai frecvent utilizate fire mig din aluminiu sunt ER5056, un fir moale cu ductilitate bună și ER5356, care este mai greu și are o rezistență ridicată la tracțiune.
sârmă Mig din oțel inoxidabil include denumiri precum ER308, ER316 și ER308–L. L reprezintă emisii reduse de carbon, care oferă o rezistență suplimentară la coroziune.
diametrul firului
odată ce un tip de fir este determinat pentru echipamentul dvs. de sudură, sunt necesare două informații suplimentare pentru a achiziționa acest consumabil.
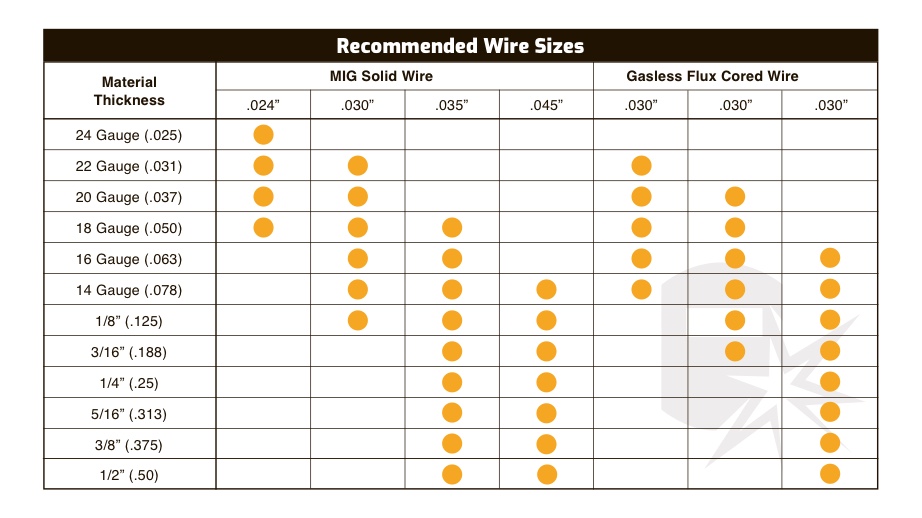
primul este diametrul firului, care este de obicei dat în mii de centimetri. Cele mai comune dimensiuni pentru sudarea pe tablă sunt 0,35 și 0,45.
Cantitatea de sârmă
în a face o achiziție de sârmă MIG, ultima decizie implică cantitatea de sârmă și cum este găzduit.
de exemplu, Lincoln Electric oferă ER70S-6 ca o bobină de 44 de kilograme sau un tambur de 1.000 de kilograme.
evident, mecanismul de alimentare cu sârmă de pe mașina de sudat va dicta ce opțiune este aleasă. (O mică mașină mig neindustrială folosește o bobină mult mai mică decât vedeți în fotografia de mai jos.)
firul MIG poate fi comandat și în „lungimi de tăiere TIG”. Aceasta se referă la firele de trei picioare utilizate în sudarea TIG. Dimensiunile diametrului în acest caz nu sunt date în zecimale, ci mai degrabă ca dimensiuni normale ale tijei TIG, cum ar fi 1/16 sau 3/32.
legate de: Cel mai bun fir Mig
Setări fir
tabelul de mai jos se găsește în mod obișnuit în foile de specificații consumabile și merită copiat pentru referință. Vă spune cum să setați comenzile pe echipamentul dvs. și ce gaz aveți nevoie, în funcție de procesul de sudare.
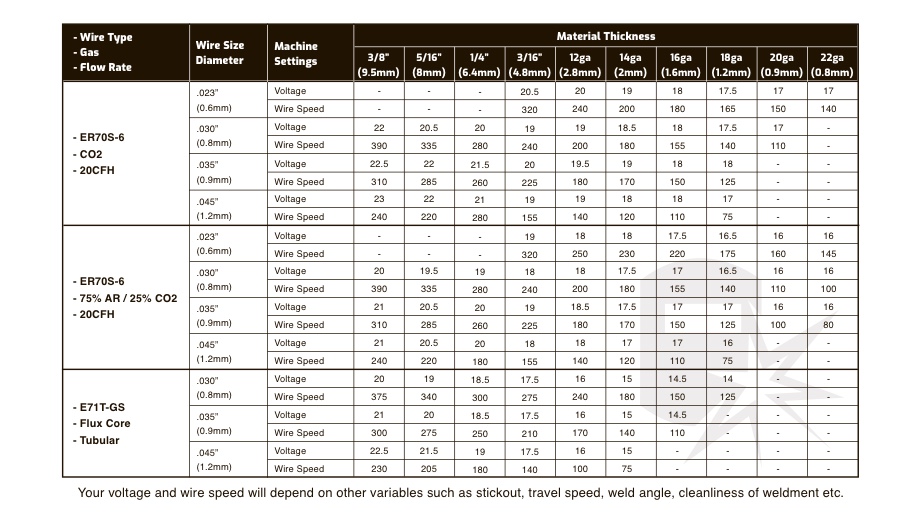
Related read: Setări de sudare MIG-cum să setați parametrii corecți
Flux – Cored Wire
folosind sârmă „cored” permite unui sudor MIG să sară rezervorul de CO2 sau argon și sudați fără gaz. Asta pentru că miezul de sârmă conține ingrediente care fac treaba de a proteja piscina de sudură.
la fel ca acoperirile cu tije, miezul înlocuiește rezervorul de gaz de protecție. Acest lucru este deosebit de util atunci când sudați în aer liber, deoarece o briză rigidă este suficientă pentru a dispersa un gaz comprimat. Procesul este cunoscut formal sub numele de sudare cu arc cu flux (FCAW).
sârmă cu flux permite, de asemenea, unui sudor să utilizeze amperaje mai mari și fire cu diametru mai mare decât firul solid. Procesul este utilizat pe scară largă în sudarea structurală în aer liber. În timp ce sârma cu miez costă semnificativ mai mult decât sârma mig solidă, nu trebuie să vă ocupați de rezervoarele de gaz sau să așteptați ca vântul să se stingă înainte de a putea suda.
în ciuda aditivilor de protecție, firul cu miez de flux este suficient de slab pentru a trage dintr-un pistol MIG. Și zgura care vine cu aceste ingrediente este o fracțiune din ceea ce apare în procesul SMAW.
firul cu flux regulat este adesea denumit auto-ecranat sau Innershield, care este un nume de marcă vândut de Lincoln Electric. (Prin urmare, atunci când nu se folosește niciun rezervor de gaz, procesul este cunoscut formal sub numele de FCAW-S.)
Flux core Wire clasificare
din fericire, standardul AWS pentru sârmă cu flux de oțel carbon (AWS A5.20) variază doar ușor de la codul de sârmă solidă mig.
în loc de ER, un e (pentru electrod) începe numărul în cazul tuturor firelor cu miez de flux.
și în loc de un S pentru sârmă solidă, veți vedea fie un T pentru tubular, fie C, indicând un fir „compozit”.
E70C-6 este un exemplu de sârmă cu flux de uz general.
numărul 7 din clasificare se referă la rezistența la tracțiune, înmulțită cu 10.000 (în loc de 1.000 în cazul unui fir mig fără miez).
0 indică poziția de sudare. (Un zero înseamnă că firul este bun numai pentru sudarea orizontală sau plană.)
unul dintre cele mai frecvent utilizate fire cu miez de flux în construcția clădirilor este Lincoln Electric Innershield 232, (aka NR-232), care este conform AWS E71T-8.
cifra 1 indică faptul că firul poate fi utilizat în toate pozițiile. 8 semnifică un nivel scăzut de hidrogen, ceea ce atrage atenția asupra electrodului comun e7018.
NR-232 este popular deoarece compoziția sa chimică îndeplinește cerințele seismice pentru zone de cutremur precum California. În dezavantaj, firul este mai dificil de lucrat decât firele care nu au același nivel de rezistență seismică.
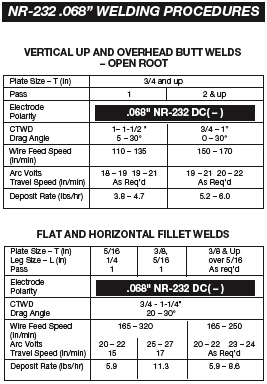
graficul de mai jos enumeră parametrii recomandați pentru NR-232 („NR” a spus cu voce tare sună ca „interior”, ceea ce îl face ușor de reținut.)
numărul .068 în diagramă este diametrul firului. Observați polaritatea este DCEN. Denumirea CTWD înseamnă” contact tip to work distance”, care afectează cantitatea de curent care se deplasează prin articulație. „Rata depozitului” ajută cumpărătorul să calculeze cantitatea de sârmă necesară pentru un proiect.
utilizarea gazului de Protecție și a sârmei cu miez de Flux împreună
când gazul comprimat este implicat în FCAW, procesul de sudare este cunoscut fie sub numele de sudură cu miez de Flux ecranat cu gaz, fie dublu ecranat, deoarece atât ingredientele fluxului, cât și gazul comprimat produc scutul. Denumirea formală este FCAW-G.
Iată un exemplu mai complicat de fir cu miez de flux, E71T-1C JH8, care se descompune astfel:
- e – electrod
- 7-rezistența la tracțiune măsurată în lire sterline pe inch pătrat (PSI), înmulțită cu 10.000; în acest caz, 70.000 PSI. Rețineți diferența cu MIG, care utilizează două numere înmulțite cu 1.000.
- 1 – Capacitate de sudare în toate pozițiile
- sârmă tubulară T
- 1-Aceasta este o specificație de utilizare a firului. Opțiunile variază de la 1 la 14). 1 aici indică faptul că firul are un sistem de zgură rutil (ceea ce înseamnă că aditivii chimici sunt acizi). Acoperirile Rutile asigură o sudabilitate bună (stropire scăzută, calitate bună a arcului și control al bălții de sudură), dar proprietățile mecanice nu sunt considerate la fel de robuste ca un sistem de zgură de bază.
- C – această literă indică faptul că firul necesită gaz de protecție CO2. (M ar indica un amestec de gaz de protecție argon/CO2. )
- JH8 – ultimele 3 sunt coduri opționale.
- J – desemnează faptul că electrodul îndeplinește cerințele pentru o rezistență îmbunătățită.
- H8 – desemnează cantitatea maximă de hidrogen difuzibil pe care o poate conține firul. În acest exemplu, mai puțin de 8 ml de hidrogen este permis pentru fiecare 100 g de metal sudat. Cu cât numărul este mai mic, cu atât este mai puțin hidrogen admisibil în fir și, prin urmare, o șansă mai mică de fisurare indusă de hidrogen în sudarea finală.
acest cod este preluat din standardul AWS A5. 29 / A5.29m:2020 (specificație pentru electrozi din oțel slab aliat pentru sudarea cu arc cu flux)
înrudit: Cel mai bun flux Cored Wire
rotunjirea-l
după cum puteți vedea, multe variabile implicate în alegerea sârmă dreapta va dura un timp pentru a învăța.
este o idee bună să vă concentrați la început pe cele mai comune clasificări ale tijei și să absorbiți restul arsenalului în timp.
acestea fiind spuse, ca sudor la nivel de intrare, cu toate acestea, s-ar putea să fiți nevoit să stocați consumabile sau să înlocuiți bobinele goale pe mașinile MIG pentru veteranii experimentați.
deci, exercitarea due diligence selectarea corectă și stocarea produselor din sârmă este esențială pentru prevenirea greșelilor costisitoare atunci când începe o operație de sudare.
Societatea Americană de sudură are manuale disponibile pentru cumpărare, dar costul poate fi prohibitiv.
consultați școala sau locul de muncă pentru a vedea dacă puteți accesa un manual și fotocopiați orice informații pe care trebuie să le plasați în binder-ul dvs. de literatură.