MiG Svařovací dráty
při svařování plynovým kovem (GMAW) nebudete používat tyčovou elektrodu nebo plnicí tyč.
místo toho vše, co potřebujete k uložení svaru, pochází z cívky kovového drátu.
v tomto procesu svařování, více populárně známý jako MIG, plynová nádrž (typicky CO2 nebo argon) poskytuje stínění, zatímco drát taje do obecného kovu.
v dnešní době je to nejběžnější Proces pro strukturální svařování a výrobu výrobků.
když svářeč stiskne spoušť na své pistoli MIG (viz níže), stroj na podávání drátu posouvá drát ven mosaznou tryskou. To umožňuje přesnou přesnost a neomezený pohled na to, co se děje uvnitř kloubu.

svařování mimo polohu je mnohem jednodušší než u SMAW. A protože cívka drží asi kilometr drátu, nemusíte se zastavovat a znovu nabíjet velmi často. (Termín MIG mimochodem znamená „kovový inertní plyn“.
vzhledem k tomu, že CO2 a O2 jsou reaktivní plyny, je přesnější říci, že aktivní plyn MAG – metal – při použití těchto plynů.)
klasifikace drátu
v procesu GMAW je třeba zvážit dva spotřební materiály-plyn a drát.
stejně jako tyčinkové elektrody existuje klasifikační systém pro různé možnosti drátu MIG, který je řízen americkou svařovací společností.
americká společnost strojních inženýrů má také kód, ale je téměř totožný.
kód AWS pro pevný ocelový drát je známý jako AWS A5. 18.
zde je uvedeno klasifikační číslo pro běžný drát pro měkkou ocel, ER70S-6:
- ER-elektrická tyč
- 70-toto dvou nebo třímístné číslo představuje minimální pevnost v tahu svarového kovu, měřeno v librách na čtvereční palec (PSI) vynásobené 1000.
- s-pevný drát.
- 6-toto číslo (s někdy přidaným písmenem) označuje chemické přísady používané v drátu, které mohou ovlivnit nastavení polarity na stroji.
6 v tomto případě označuje, že do drátu bylo přidáno více deoxidizátorů, což je užitečné při svařování na špinavé nebo rezavé oceli.
druhý univerzální typ drátu z uhlíkové oceli je ER70S-3. Ten nemá přidané chemikálie, takže se používá především na nové nebo čisté oceli.
nejčastěji používané hliníkové dráty MIG jsou ER5056, měkký drát s dobrou tažností a ER5356, který je tvrdší a má vysokou pevnost v tahu.
Stainless steel MiG wire obsahuje označení jako ER308, ER316 a ER308-L. L je zkratka pro low carbon, která poskytuje extra odolnost proti korozi.
průměr drátu
jakmile je pro vaše svařovací zařízení určen typ drátu, jsou k zakoupení tohoto spotřebního materiálu zapotřebí další dvě informace.
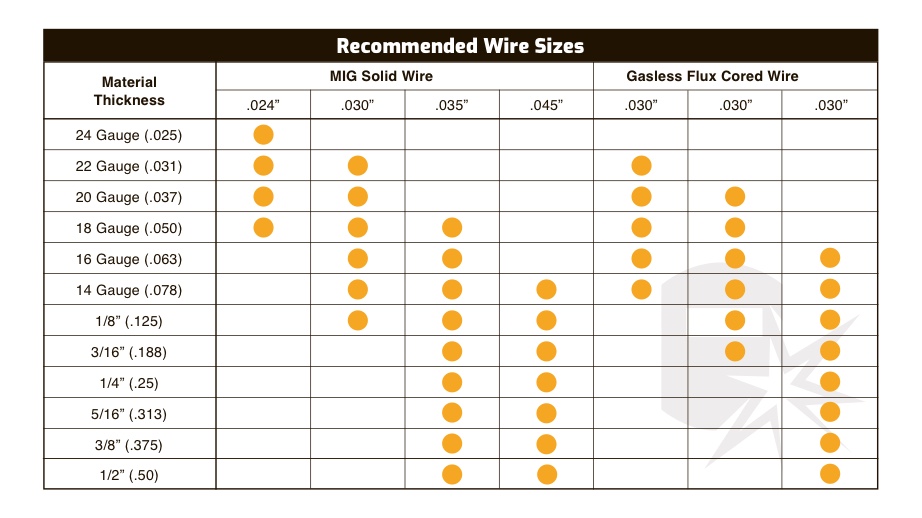
první je průměr drátu, který je obvykle uveden v tisících palců. Nejběžnější velikosti pro svařování plechu jsou 0,35 a 0,45.
množství drátu
při nákupu drátu MIG vaše poslední rozhodnutí zahrnuje množství drátu a jeho umístění.
například Lincoln Electric nabízí ER70S-6 jako cívku 44 liber nebo buben 1000 liber.
je zřejmé, že mechanismus podávání drátu na svařovacím stroji určuje, která možnost je zvolena. (Malý neprůmyslový stroj MIG používá mnohem menší cívku, než vidíte na fotografii níže.)
MIG drát lze také objednat v „TIG cut délek“. To se týká třímetrových pramenů používaných při svařování TIG. Velikosti průměru v tomto případě nejsou uvedeny v desetinných míst, ale spíše jako normální velikosti TIG tyče, jako 1/16 nebo 3/32.
související: Nejlepší MIG Wire
nastavení drátu
níže uvedená tabulka se běžně vyskytuje ve spotřebních specifikačních listech a stojí za to kopírovat pro referenci. Říká vám, jak nastavit ovládací prvky na vašem zařízení a jaký plyn potřebujete, v závislosti na procesu svařování.
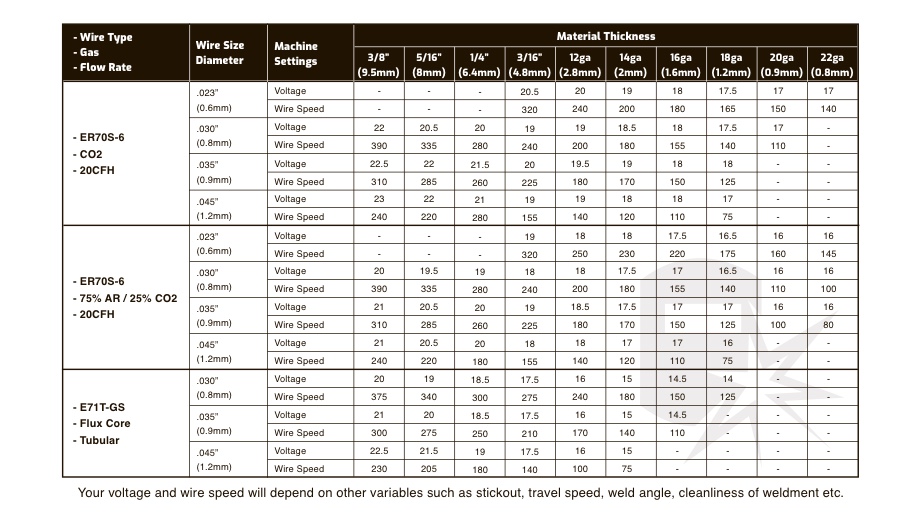
související čtení: Nastavení Svařování MIG – jak nastavit správné parametry
drát s tavidlem
použití“ jádrového “ drátu umožňuje svářeči MIG přeskočit nádrž CO2 nebo argonu a svařovat bez plynu. Je to proto, že jádro drátu obsahuje přísady, které dělají práci při stínění svarové lázně.
stejně jako nátěry tyčí, jádro nahrazuje nádrž ochranného plynu. To je zvláště užitečné při svařování venku, protože k rozptýlení stlačeného plynu stačí tuhý vánek. Proces je formálně známý jako tavicí obloukové svařování (FCAW).
tavicí drát také umožňuje svářeči používat vyšší proud a dráty s větším průměrem než pevný drát. Tento proces se značně používá při strukturálním svařování venku. Zatímco jádrový drát stojí výrazně více než pevný drát MIG, nemusíte se vypořádat s nádržemi plynu nebo čekat, až vítr utichne, než budete moci svařovat.
navzdory stínícím přísadám je drát s tavidlem dostatečně hubený, aby vystřelil z pistole MIG. A struska, která přichází s těmito přísadami, je zlomkem toho, co se objevuje v procesu SMAW.
pravidelný tavicí drát je často označován jako Samostatně stíněný nebo Innershield, což je značka prodávaná společností Lincoln Electric. (Proto, když se nepoužívá žádná nádrž na plyn, proces je formálně známý jako FCAW-s.)
Flux Core Wire Classification
naštěstí se standard AWS pro uhlíkovou ocel flux-cored wire (AWS A5.20) liší jen nepatrně od kódu MiG solid wire.
místo ER začíná číslo E (pro elektrodu) v případě všech drátů s jádrem.
a místo S pro pevný drát uvidíte buď T pro trubkový, nebo C, což znamená“ kompozitní “ drát.
E70C-6 je příkladem univerzálního tavicího drátu.
číslo 7 v klasifikaci se týká pevnosti v tahu vynásobené 10 000 (místo 1 000 v případě drátu MIG bez jádra).
0 označuje polohu svařování. (Nula znamená, že drát je vhodný pouze pro horizontální nebo ploché svařování.)
jedním z nejčastěji používaných tavicích drátů v konstrukci budov je Innershield 232 společnosti Lincoln Electric (aka NR-232), který odpovídá AWS E71T-8.
číslice 1 označuje, že vodič může být použit ve všech polohách. 8 znamená nízký vodík, což připomíná běžnou elektrodu e7018.
NR-232 je populární, protože jeho chemické složení splňuje seismické požadavky pro zóny zemětřesení, jako je Kalifornie. Na druhou stranu, s drátem je obtížnější pracovat než s dráty, které nemají stejnou úroveň seismické houževnatosti.
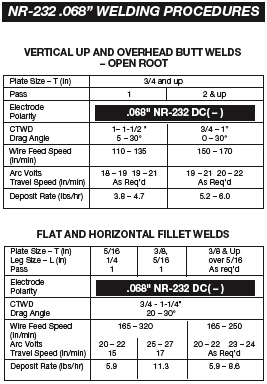
níže uvedená tabulka uvádí doporučené parametry pro NR-232 („NR“ řekl nahlas zní jako „vnitřní“, což usnadňuje zapamatování.)
číslo .068 v grafu je průměr drátu. Všimněte si, že polarita je DCEN. Označení CTWD znamená „kontaktní hrot do pracovní vzdálenosti“, což ovlivňuje množství proudu pohybujícího se kloubem. „Vkladová sazba“ pomáhá kupujícímu vypočítat, kolik drátu bude pro projekt zapotřebí.
použití stínícího plynu a drátu s tavidlem dohromady
pokud je stlačený plyn zapojen do FCAW, proces svařování je známý jako svařování s plynem nebo s dvojitým stíněním tavidlem, protože jak složky toku, tak stlačený plyn vytvářejí štít. Formální označení je FCAW-G.
zde je složitější příklad drátu s tavidlem, E71T-1C JH8, který se takto rozpadá:
- E-elektroda
- 7-pevnost v tahu měřená v librách na čtvereční palec (PSI) vynásobená 10 000; v tomto případě 70 000 PSI. Všimněte si rozdílu s MIG, který používá dvě čísla vynásobená 1000.
- 1-Celopolohová svařovací schopnost
- T-Trubkový drát
- 1-Toto je SPECIFIKACE použitelnosti drátu. Možnosti se pohybují od 1 do 14). 1 zde označuje, že drát má rutilový struskový systém (což znamená, že chemické přísady jsou kyselé). Rutilové povlaky poskytují dobrou svařitelnost (nízká rozstřik, dobrá kvalita oblouku a kontrola svařovacích louží), ale mechanické vlastnosti nejsou považovány za tak robustní jako základní struskový systém.
- C – toto písmeno označuje, že vodič vyžaduje ochranný plyn CO2. (M označuje směs ochranného plynu argon / CO2. )
- JH8-Poslední 3 jsou volitelné kódy.
- J-označuje, že elektroda splňuje požadavky na zvýšenou houževnatost.
- H8-označuje maximální množství difuzního vodíku, které může drát obsahovat. V tomto příkladu je na každých 100 g svarového kovu přípustné méně než 8 ml vodíku. Čím nižší je číslo, tím méně vodíku je v drátu přípustné, a proto je nižší šance na praskání vyvolané vodíkem v konečném svařence.
tento kód je převzat ze standardu AWS A5. 29/A5. 29M: 2020 (specifikace pro elektrody z nízkolegované oceli pro svařování tavidlem)
související: Nejlepší Tok jádrový drát
zaokrouhlení nahoru
jak můžete vidět, mnoho proměnných zapojených do výběru správného drátu bude chvíli trvat, než se naučíte.
je dobré se nejprve zaměřit na nejběžnější klasifikace tyčí a absorbovat zbytek arzenálu v průběhu času.
to znamená, že jako svářeč na základní úrovni se však můžete setkat s tím, že budete muset skladovat spotřební materiál nebo vyměňovat prázdné cívky na strojích MIG pro zkušené veterány.
při správném výběru a skladování drátěných výrobků je tedy nezbytné zabránit nákladným chybám při zahájení svařování.
Americká svařovací společnost má k dispozici příručky, ale náklady mohou být neúnosné.
poraďte se se svou školou nebo pracovištěm a zjistěte, zda máte přístup k příručce a fotokopii všech informací, které potřebujete umístit do pojiva literatury.