druty spawalnicze MIG
w spawaniu łukowym gazowym (GMAW) nie używasz elektrody ani pręta wypełniającego.
zamiast tego wszystko, czego potrzebujesz do złożenia spoiny, pochodzi ze szpuli z drutu metalowego.
w tym procesie spawania, popularnie znanym jako MIG, zbiornik gazu (Zwykle CO2 lub argon) zapewnia ekranowanie, podczas gdy drut topi się w metalu nieszlachetnym.
obecnie jest to najczęstszy proces spawania strukturalnego i wytwarzania produktu.
kiedy spawacz pociąga za spust w swoim pistolecie MIG (pokazanym poniżej), maszyna podająca drut wysuwa drut przez mosiężną dyszę. Pozwala to na precyzyjną i niezakłóconą obserwację tego, co dzieje się wewnątrz stawu.

spawanie z pozycji jest o wiele łatwiejsze niż w przypadku SMAW. A ponieważ szpula mieści około mili drutu, nie musisz się zatrzymywać i przeładowywać zbyt często. (Nawiasem mówiąc, termin MIG oznacza „metalowy gaz obojętny”.
jednak, ponieważ CO2 i O2 są gazami reaktywnymi, bardziej trafnie jest powiedzieć MAG-Metal Active gas-kiedy te gazy są używane.)
Klasyfikacja drutu
w procesie GMAW należy wziąć pod uwagę dwa materiały eksploatacyjne – gaz i drut.
podobnie jak elektrody stick, istnieje system klasyfikacji dla różnych wyborów drutu MIG, który jest zarządzany przez Amerykańskie Towarzystwo spawalnicze.
American Society of Mechanical Engineers również ma kod, ale jest prawie identyczny.
kod AWS dla litego drutu stalowego jest znany jako AWS A5.18.
oto, co wskazuje numer klasyfikacji wspólnego drutu do stali miękkiej, ER70S-6:
- ER-pręt elektryczny
- 70 – ta dwu-lub trzycyfrowa liczba reprezentuje minimalną wytrzymałość na rozciąganie metalu spoiny, mierzoną w funtach na cal kwadratowy (PSI) pomnożoną przez 1000.
- s-Przewód Lity.
- 6-ta liczba (z czasem dodaną literą) oznacza dodatki chemiczne stosowane w drucie, które mogą wpływać na ustawienie polaryzacji na maszynie.
6, w tym przypadku, wskazuje, że do drutu Dodano więcej odtleniaczy, co jest pomocne podczas spawania na brudnej lub zardzewiałej stali.
innym typem drutu ze stali węglowej ogólnego przeznaczenia jest ER70S-3. Ten nie ma dodanych chemikaliów, więc jest używany głównie na nowej lub czystej stali.
najczęściej stosowanymi aluminiowymi drutami MIG są ER5056, miękki drut o dobrej ciągliwości i ER5356, który jest twardszy i ma wysoką wytrzymałość na rozciąganie.
drut MIG ze stali nierdzewnej zawiera oznaczenia takie jak ER308, ER316 i ER308–L. L oznacza niskowęglowy, który zapewnia dodatkową odporność na korozję.
Średnica drutu
gdy typ drutu zostanie określony dla Twojego sprzętu spawalniczego, potrzebne są dwie dodatkowe informacje w celu zakupu tego materiału eksploatacyjnego.
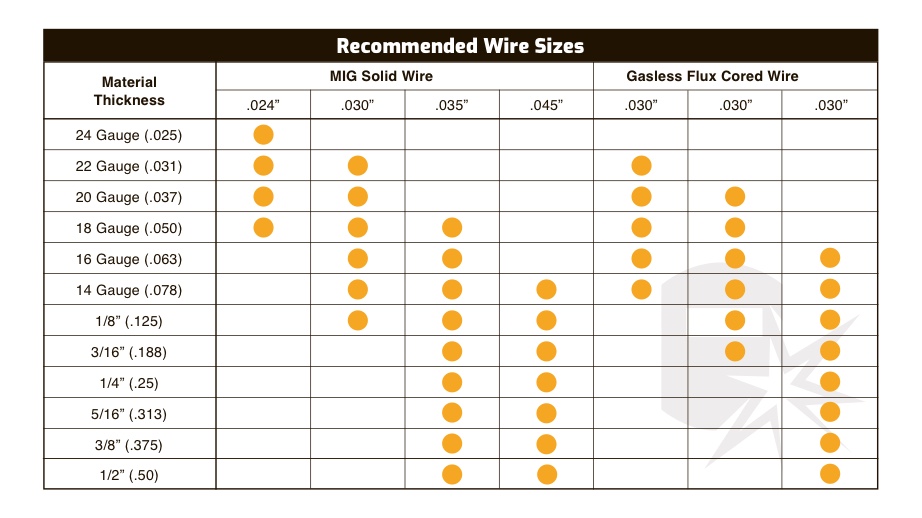
pierwszy to średnica drutu, która jest zwykle podawana w tysiącach cala. Najczęstsze rozmiary do spawania na blachach to 0,35 i 0,45.
ilość drutu
dokonując zakupu drutu MIG, Twoja ostatnia decyzja dotyczy ilości drutu i sposobu jego przechowywania.
na przykład Lincoln Electric oferuje ER70S-6 jako 44-funtową szpulę lub 1000-funtowy Bęben.
oczywiście mechanizm podawania drutu na spawarce dyktuje, która opcja jest wybrana. (Mała nieprzemysłowa maszyna MIG wykorzystuje znacznie mniejszą szpulę niż widać na zdjęciu poniżej.)
drut MIG można również zamówić w zakładce „TIG cut lengths”. Odnosi się to do trzech pasm stóp stosowanych w spawaniu TIG. Rozmiary średnic w tym przypadku nie są podane po przecinku, ale raczej jako normalne rozmiary prętów TIG, takie jak 1/16 lub 3/32.
podobne: Najlepszy drut MIG
Ustawienia drutu
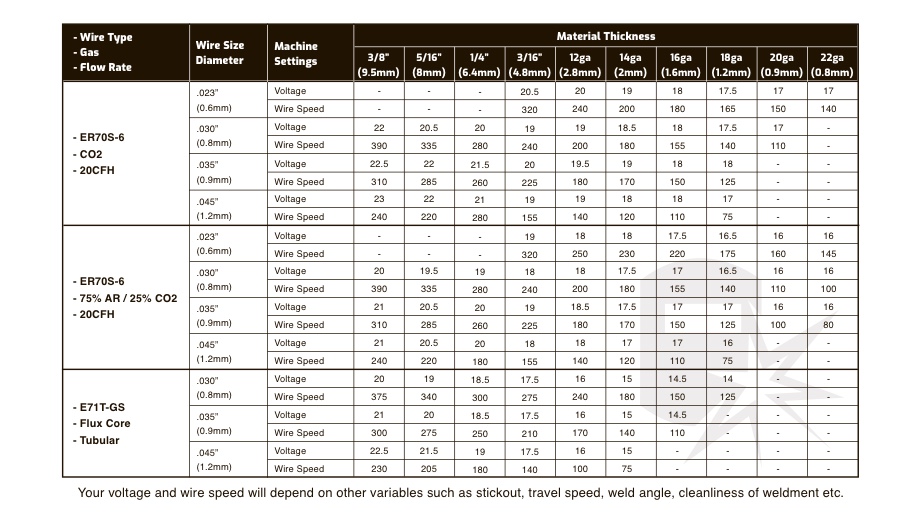
poniższa tabela jest powszechnie spotykana w arkuszach specyfikacji materiałów eksploatacyjnych i warto ją skopiować w celach informacyjnych. Informuje o tym, jak ustawić elementy sterujące w sprzęcie i jakiego gazu potrzebujesz, w zależności od procesu spawania.
Related read: Ustawienia Spawania MIG-jak ustawić prawidłowe parametry
Drut rdzeniowy Flux
użycie drutu rdzeniowego pozwala spawaczowi MIG pominąć zbiornik CO2 lub argonu i spoinę bez gazu. To dlatego, że rdzeń z drutu zawiera składniki, które służą do ekranowania basenu spawalniczego.
podobnie jak powłoki prętów, rdzeń zastępuje zbiornik gazu ekranującego. Jest to szczególnie przydatne podczas spawania na zewnątrz, ponieważ sztywny powiew wystarczy, aby rozproszyć sprężony gaz. Proces ten jest formalnie znany jako Spawanie łukowe z rdzeniem Topnikowym (FCAW).
Drut proszkowy umożliwia również spawaczowi stosowanie drutów o wyższych natężeniach prądu i większej średnicy niż drut stały. Proces ten jest szeroko stosowany w spawaniu strukturalnym Na Zewnątrz. Podczas gdy drut rdzeniowy kosztuje znacznie więcej niż drut lity MIG, nie musisz zajmować się zbiornikami gazu ani czekać, aż wiatr ucichnie, zanim będziesz mógł spawać.
pomimo dodatków ekranujących, Drut rdzeniowy jest wystarczająco chudy, aby wystrzelić z pistoletu MIG. Żużel, który zawiera te składniki, jest ułamkiem tego, co pojawia się w procesie SMAW.
zwykły drut proszkowy jest często określany jako Samoosłonięty lub Innershield, który jest marką sprzedawaną przez Lincoln Electric. (Stąd, gdy nie jest używany zbiornik gazu, Proces jest formalnie znany jako FCAW-S.)
Klasyfikacja drutu rdzeniowego Flux
na szczęście standard AWS dla drutu rdzeniowego ze stali węglowej (AWS A5.20) różni się tylko nieznacznie od kodu drutu litego MIG.
zamiast ER, E (dla elektrody) rozpoczyna liczbę w przypadku wszystkich drutów proszkowych.
i zamiast S dla pełnego drutu, zobaczysz albo T dla rurowego, albo C, co oznacza „złożony” drut.
E70c-6 jest przykładem drutu proszkowego ogólnego przeznaczenia.
Liczba 7 w klasyfikacji odnosi się do wytrzymałości na rozciąganie, pomnożonej przez 10 000 (zamiast 1000 W przypadku drutu MIG bez rdzenia).
0 wskazuje pozycję spawania. (Zero oznacza, że drut nadaje się tylko do spawania poziomego lub płaskiego.)
jednym z najczęściej używanych drutów rdzeniowych w budownictwie Jest Lincoln Electric Innershield 232 (aka NR-232), który jest zgodny z AWS E71T-8.
cyfra 1 oznacza, że przewód może być używany we wszystkich pozycjach. 8 oznacza niski poziom wodoru, co przywodzi na myśl wspólną elektrodę drążkową E7018.
NR-232 jest popularny, ponieważ jego skład chemiczny spełnia wymagania sejsmiczne dla stref trzęsienia ziemi, takich jak Kalifornia. Z drugiej strony drut jest trudniejszy do pracy niż druty, które nie mają tego samego poziomu wytrzymałości sejsmicznej.
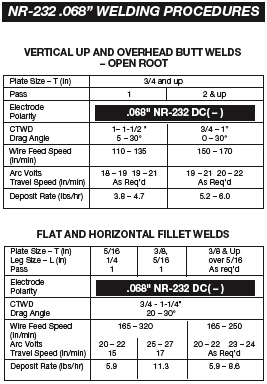
poniższa tabela zawiera zalecane parametry dla NR-232 („NR” powiedział na głos brzmi jak „wewnętrzny”, co ułatwia zapamiętanie.)
liczba .068 na wykresie jest średnica drutu. Zauważ, że polaryzacja to DCEN. Oznaczenie ctwd oznacza „końcówkę stykową do odległości roboczej”, która wpływa na ilość prądu przepływającego przez złącze. „Stopa depozytu” pomaga nabywcy obliczyć, ile drutu będzie potrzebne do projektu.
używanie gazu ekranującego i drutu proszkowego razem
gdy sprężony gaz jest zaangażowany w FCAW, proces spawania jest znany jako Spawanie w osłonie gazowej lub podwójnie ekranowane, ponieważ zarówno składniki topnika, jak i sprężony gaz wytwarzają osłonę. Formalnym oznaczeniem jest FCAW-G.
oto bardziej skomplikowany przykład drutu proszkowego, E71T-1C JH8, który rozkłada się w ten sposób:
- e-elektroda
- 7-wytrzymałość na rozciąganie mierzona w funtach na cal kwadratowy (PSI), pomnożona przez 10 000; w tym przypadku 70 000 PSI. Zwróć uwagę na różnicę z MIG, który używa dwóch liczb pomnożonych przez 1000.
- 1 – możliwość spawania we wszystkich pozycjach
- t-drut rurowy
- 1-jest to specyfikacja użyteczności drutu. Opcje wahają się od 1 do 14). 1 tutaj wskazuje, że drut ma układ żużla rutylowego (co oznacza, że dodatki chemiczne są kwaśne). Powłoki rutylowe zapewniają dobrą spawalność (niskie odpryski, dobra jakość łuku i kontrola kałuży spoiny), ale właściwości mechaniczne nie są uważane za tak wytrzymałe jak podstawowy system żużla.
- C-ta litera oznacza, że przewód wymaga gazu osłonowego CO2. (M oznaczałoby mieszankę gazów osłonowych argon / CO2. )
- JH8-Ostatnie 3 są kodami opcjonalnymi.
- J-oznacza, że elektroda spełnia wymagania dotyczące poprawy wytrzymałości.
- H8-określa maksymalną ilość dyfuzyjnego wodoru, jaką może zawierać przewód. W tym przykładzie dopuszcza się mniej niż 8 ml wodoru na każde 100 g spoiny metalowej. Im niższa liczba, tym mniej wodoru dopuszczalnego w drucie, a tym samym mniejsza szansa na pękanie indukowane wodorem w końcowym spoinie.
kod ten pochodzi ze standardu AWS A5.29/A5.29m:2020 (Specyfikacja elektrod ze stali niskostopowej do spawania łukowego z rdzeniem Topnikowym)
powiązane: Najlepszy Drut rdzeniowy
zaokrąglenie go
jak widać, wiele zmiennych związanych z wyborem odpowiedniego drutu zajmie trochę czasu.
warto najpierw skupić się na najczęstszych klasyfikacjach rodów i z czasem wchłonąć resztę arsenału.
mimo to, jako początkujący spawacz, możesz być zmuszony do magazynowania materiałów eksploatacyjnych lub wymiany pustych szpul w maszynach MIG dla doświadczonych weteranów.
dlatego dochowanie należytej staranności w doborze i przechowywaniu wyrobów z drutu jest niezbędne, aby zapobiec kosztownym błędom podczas rozpoczynania spawania.
Amerykańskie Towarzystwo spawalnicze ma do kupienia podręczniki, ale koszt może być zaporowy.
sprawdź w swojej szkole lub miejscu pracy, czy możesz uzyskać dostęp do podręcznika i kserokopii wszelkich informacji, które musisz umieścić w segregatorze literatury.