MIG Sveising Ledninger
I Gass Metall Arc Sveising (GMAW), vil du ikke bruke en pinne elektrode eller en filler stang.
I Stedet kommer alt du trenger for a sette en sveis fra en spole av metalltråd.
i denne sveiseprosessen, mer populært kjent SOM MIG, gir en bensintank (vanligvis CO2 eller argon) skjerming mens ledningen smelter inn i grunnmetallet.
I Dag er det den vanligste prosessen for strukturell sveising og produktfabrikasjon.
når en sveiser trekker avtrekkeren på SIN MIG-pistol (vist nedenfor), beveger en trådmatemaskin ledningen ut gjennom en messingmunnstykke. Dette gir stor nøyaktighet og en uhindret oversikt over hva som skjer inne i leddet.

Sveising ut av posisjon Er mye enklere enn MED SMAW. Og siden spolen holder om en mil er verdt av wire, du trenger ikke å stoppe og laste veldig ofte. (Begrepet MIG, forresten, står for «metall inert gass».
MEN SIDEN CO2 og O2 er reaktive gasser, er DET mer nøyaktig å si MAG – metal active gas – når disse gassene brukes.)
Trådklassifisering
det er to forbruksvarer å vurdere I GMAW-prosessen-gassen og ledningen –
som pinneelektroder finnes det et klassifiseringssystem for DE forskjellige valgene AV MIG-ledning som administreres av American Welding Society.
American Society Of Mechanical Engineers har også en kode, men den er nesten identisk.
AWS-koden for solid ståltråd er KJENT SOM AWS A5.18.
her er hva klassifikasjonsnummeret for en vanlig ledning for mildt stål, er70s-6, indikerer:
- Er-Elektrisk Stang
- 70 – dette to-eller tresifrede tallet representerer den minste strekkfastheten til sveisemetallet, målt i pund per kvadrattomme (PSI) multiplisert med 1000.
- S-Solid ledning.
- 6 – dette tallet (med noen ganger en bokstav lagt til) indikerer kjemiske tilsetningsstoffer som brukes i ledningen, som kan påvirke polaritetsinnstillingen på maskinen.
6, i dette tilfellet, indikerer at flere deoksideringsmidler er lagt til ledningen, noe som er nyttig ved sveising på skittent eller rustfritt stål.
den andre generelle karbonståltrådstypen er ER70S-3. Denne har ikke tilsatte kjemikalier, så brukes primært på nytt eller rent stål.
de mest brukte aluminium MIG-ledningene er ER5056, en myk ledning med god duktilitet og ER5356, som er vanskeligere og har høy strekkfasthet.
Mig-ledning i RUSTFRITT stål inkluderer betegnelser SOM ER308, ER316 og ER308-L. L står for lavt karbon, noe som gir ekstra korrosjonsbestandighet.
Tråddiameter
når en ledningstype er bestemt for sveiseutstyret, er det nødvendig med to ekstra opplysninger for å kjøpe denne forbruksvaren.
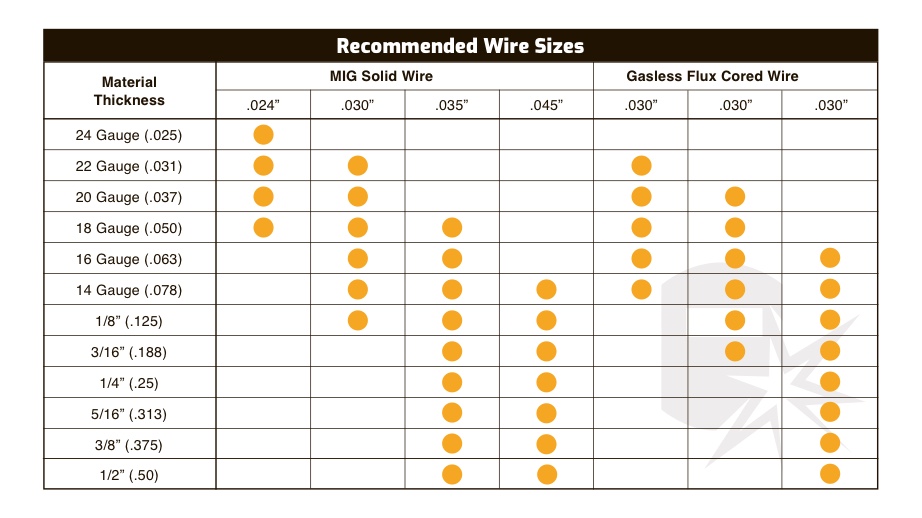
den første er tråddiameteren, som vanligvis er gitt i tusenvis av en tomme. De vanligste størrelsene for sveising på metallplater er 0,35 og 0,45.
Trådmengde
når DU foretar ET MIG-trådkjøp, innebærer din siste beslutning mengden ledning og hvordan den er plassert.
For eksempel Tilbyr Lincoln Electric ER70S-6 som en 44 pund spole eller en 1000 pund trommel.
ledningsmekanismen på sveisemaskinen vil selvsagt diktere hvilket alternativ som er valgt. (En liten IKKE-industriell MIG-maskin bruker en mye mindre spole enn du ser på bildet nedenfor.)
MIG wire kan også bestilles i «tig kutt lengder». Dette refererer til de tre fotstrengene som brukes I TIG-sveising. Diameter størrelser i dette tilfellet er ikke gitt i desimaler, men heller som normale TIG stang størrelser, for eksempel 1/16 eller 3/32.
Relatert: BESTE MIG-Ledning
Trådinnstillinger
tabellen nedenfor finnes ofte i forbruksspesifikke ark og er verdt å kopiere for referanse. Den forteller deg hvordan du stiller inn kontrollene på utstyret og hvilken gass du trenger, avhengig av sveiseprosessen.
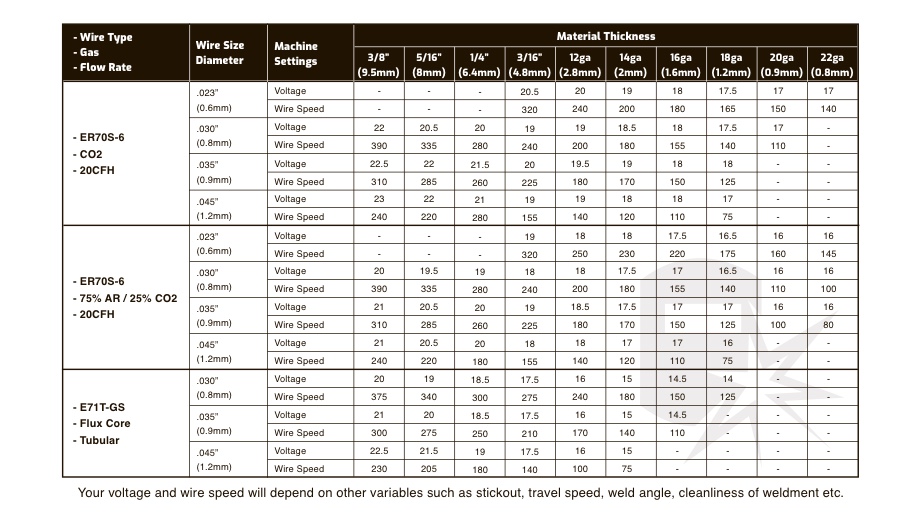
Relatert les: MIG-Sveiseinnstillinger – hvordan sette de riktige parametrene
Flux-Cored Wire
Ved hjelp av «cored» wire kan EN MIG-sveiser hoppe over tanken MED CO2 eller argon og sveis uten gass. Det er fordi ledningskjernen inneholder ingredienser som gjør jobben med å skjerme sveisebassenget.
som stangstangbelegg erstatter kjernen tanken med beskyttelsesgass. Dette er spesielt nyttig når sveising utendørs siden en stiv bris er nok til å spre en komprimert gass. Prosessen er formelt kjent Som Flux-Cored Arc Welding (FCAW).
Flux-cored wire gjør det også mulig for en sveiser å bruke høyere strømstyrke og ledninger med større diameter enn solid ledning. Prosessen brukes mye i strukturell sveising utendørs. Mens kjernetråd koster betydelig mer enn solid MIG-ledning, trenger du ikke å håndtere tanker med gass eller vente på at vinden dør ned før du kan sveise.
til Tross for skjerming tilsetningsstoffer, flux-cored wire er tynn nok til å skyte ut AV EN MIG pistol. Og slaggen som følger med disse ingrediensene er en brøkdel av det som vises i SMAW-prosessen.
regular flux-cored wire blir ofte referert Til Som Selvskjermet eller Innershield, som er et merkenavn solgt Av Lincoln Electric. (Derfor, når ingen bensintank brukes, er prosessen formelt kjent som FCAW-S.)
Flux Core Wire Classification
Aws-standarden for karbonstål flux-cored wire (AWS A5.20) Varierer Bare litt fra MIG solid wire-koden.
I Stedet for ER begynner En E (for elektrode) tallet i tilfelle av all flux-cored wire.
og i stedet For en s for solid wire, ser du enten En T for rørformet eller C, som indikerer en «kompositt» ledning.
E70C-6 er et eksempel på en generell flux-kjernetråd.
tallet 7 i klassifiseringen refererer til strekkstyrke, multiplisert med 10.000 (i stedet for 1000 i tilfelle AV EN IKKE-cored MIG-ledning).
0 angir sveiseposisjonen. (En null betyr at ledningen bare er god for horisontal eller flat sveising.)
En av De mest brukte flux-cored ledningene i byggekonstruksjon er Lincoln Electrics Innershield 232, (aka NR-232), som er i samsvar MED AWS E71T-8.
sifferet 1 indikerer at ledningen kan brukes i alle posisjoner. 8 betyr lavt hydrogen, som husker den vanlige stavelektroden E7018.
NR-232 er populært fordi dets kjemiske sammensetning oppfyller seismiske krav til jordskjelvsoner som California. På ulemper er ledningen vanskeligere å jobbe med enn ledninger som ikke har samme nivå av seismisk seighet.
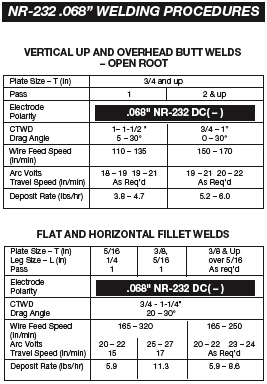
diagrammet nedenfor viser anbefalte parametere for NR-232 («NR» sa høyt lyder som «indre», noe som gjør det enkelt å huske.)
nummeret .068 i diagrammet er trådens diameter. Legg merke til polariteten ER DCEN. BETEGNELSEN CTWD står for «kontakttips til arbeidsavstand», som påvirker mengden strøm som beveger seg gjennom skjøten. «Innskuddsrente» hjelper kjøperen å beregne hvor mye ledning som trengs for et prosjekt.
Ved Bruk Av Dekkgass Og Flukskjernetråd Sammen
når komprimert gass er involvert I FCAW, er sveiseprosessen kjent som Enten Gassskjermet Eller Dobbeltskjermet Flukskjernesveising, siden både fluksingrediensene og komprimert gass produserer skjoldet. Den formelle betegnelsen ER FCAW-G.
Her er et mer komplisert eksempel PÅ en flux-cored wire, E71T-1C JH8, som bryter ned slik:
- E-Elektrode
- 7-Strekkstyrke målt i pounds per kvadrattomme (PSI), multiplisert med 10.000; i dette tilfellet, 70.000 PSI. Merk forskjellen MED MIG, som bruker to tall multiplisert med 1000.
- 1 – all-posisjon sveising evne
- T – rørledning
- 1-Dette er en wire usability spesifikasjon – Alternativene varierer fra 1 til 14). 1 her indikerer at ledningen har et rutil slaggsystem (som betyr at kjemiske tilsetningsstoffer er sure). Rutilbelegg gir god sveisbarhet (lav sprut, god buekvalitet og sveisepyttkontroll), men de mekaniske egenskapene anses ikke som robuste som et grunnleggende slaggsystem.
- C-dette brevet indikerer at ledningen krever CO2-beskyttelsesgass. (M vil indikere en argon / CO2 beskyttelsesgassblanding. )
- JH8 – de siste 3 er valgfrie koder.
- J-angir at elektroden oppfyller kravene til forbedret seighet.
- H8-angir den maksimale mengden diffusibelt hydrogen ledningen kan inneholde. I dette eksemplet er mindre enn 8 ml hydrogen tillatt for hver 100 g sveisemetall. Jo lavere tall, jo mindre hydrogen tillatt i ledningen, og derfor en lavere sjanse for hydrogen-indusert sprekkdannelse i den endelige weldment.
denne koden er hentet fra AWS standard A5.29/A5.29m:2020 (Spesifikasjon For Lavlegerte Stålelektroder For Fluxkjernesveising)
Relatert: Best Flux Cored Wire
Avrunding Det
som du kan se, vil de mange variablene som er involvert i å velge riktig ledning, ta en stund å lære.
det er en god ide å fokusere på de vanligste stangklassifiseringene først og absorbere resten av arsenalet over tid.
når det er sagt, som en inngangssveiser, kan du imidlertid finne deg selv å måtte lagre forbruksvarer eller erstatte tomme spoler PÅ MIG-maskiner for erfarne veteraner.
så det er viktig å utøve due diligence riktig valg og lagring av trådprodukter for å forhindre kostbare feil når en sveiseoperasjon begynner.
American Welding Society har håndbøker tilgjengelig for kjøp, men kostnadene kan være uoverkommelige.
sjekk med skolen eller arbeidsplassen din for å se om du kan få tilgang til en håndbok og kopiere all informasjon du trenger å plassere i litteraturbinderen din.