mig svejsetråd
i Gasmetalbuesvejsning (GMAV) bruger du ikke en pindelektrode eller en påfyldningsstang.
i stedet kommer alt hvad du behøver for at deponere en svejsning fra en spole af metaltråd.
i denne svejseproces, mere populært kendt som mig, giver en gastank (typisk CO2 eller argon) afskærmningen, mens ledningen smelter ind i uædle metaller.
i dag er det den mest almindelige proces til strukturel svejsning og produktfremstilling.
når en svejser trækker udløseren på sin mig-pistol (vist nedenfor), fører en trådfremføringsmaskine ledningen ud gennem en messingdyse. Dette giver mulighed for præcis nøjagtighed og et uhindret billede af, hvad der sker inde i leddet.

svejsning ud af position er meget lettere end med SMAV. Og da spolen holder omkring en kilometer værd af ledning, behøver du ikke at stoppe og genindlæse meget ofte. (Udtrykket mig står i øvrigt for”metal inert gas”.
men da CO2 og O2 er reaktive gasser, er det mere præcist at sige mag – metal aktiv gas – når disse gasser anvendes.)
Trådklassificering
der er to forbrugsstoffer, der skal overvejes i GMAV – processen-gas og ledning.
ligesom pindelektroder er der et klassificeringssystem til de forskellige valg af mig-ledning til rådighed, der styres af American svejsning Society.
American Society of Mechanical Engineers har også en kode, men den er næsten identisk.
av-koden for fast ståltråd er kendt som AV A5.18.
her er hvad klassifikationsnummeret for en fælles ledning til blødt stål, er70s-6, angiver:
- ER – elektrisk stang
- 70 – Dette to-eller trecifrede tal repræsenterer svejsemetallets mindste trækstyrke målt i pund pr.
- S – solid tråd.
- 6-Dette tal (med nogle gange et bogstav tilføjet) angiver kemiske tilsætningsstoffer, der anvendes i ledningen, som kan påvirke polaritetsindstillingen på maskinen.
6 angiver i dette tilfælde, at der er tilføjet flere afiltningsmidler til ledningen, hvilket er nyttigt ved svejsning på snavset eller rustent stål.
den anden generelle formål kulstofstål trådtype er ER70S-3. Denne har ikke de tilsatte kemikalier, så bruges primært på nyt eller rent stål.
de mest anvendte aluminium mig-ledninger er ER5056, en blød ledning med god duktilitet og ER5356, som er hårdere og har høj trækstyrke.
MIG-tråd i rustfrit stål inkluderer betegnelser som ER308, ER316 og ER308–L. L står for lavt kulstofindhold, hvilket giver ekstra korrosionsbestandighed.
tråddiameter
når en trådtype er bestemt til dit svejseudstyr, er der behov for yderligere to oplysninger for at købe dette forbrugsstof.
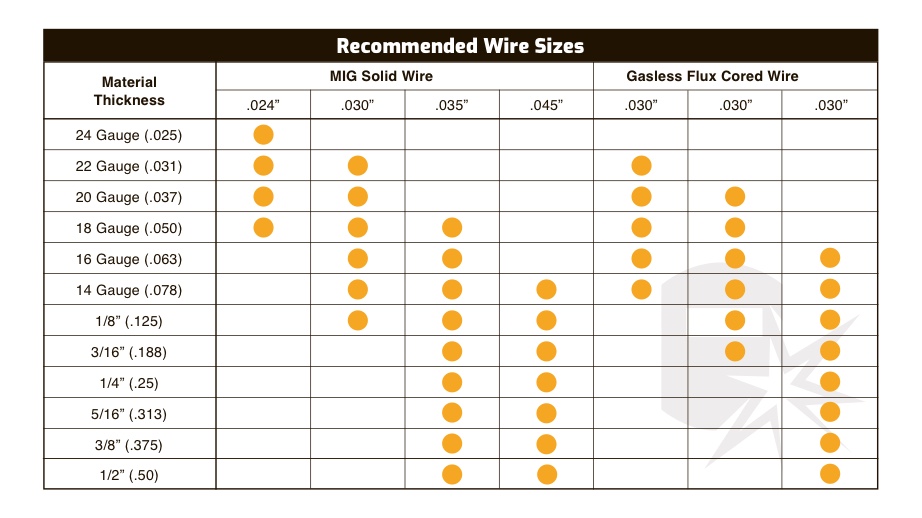
den første er tråddiameteren, som normalt gives i tusinder af en tomme. De mest almindelige størrelser til svejsning på metalplader er 0,35 og 0,45.
Trådmængde
ved at foretage et mig-trådkøb involverer din sidste beslutning mængden af ledning, og hvordan den er anbragt.
for eksempel tilbyder Lincoln Electric ER70S-6 som en 44 pund spole eller en 1.000 pund tromle.
det er klart, at trådtilførselsmekanismen på svejsemaskinen dikterer, hvilken mulighed der vælges. (En lille ikke-industriel mig-maskine bruger en meget mindre spole, end du ser på billedet nedenfor.)
MIG-ledning kan også bestilles i “TIG-skærelængder”. Dette refererer til de tre fods tråde, der anvendes i TIG-svejsning. Diameterstørrelser i dette tilfælde er ikke angivet i decimaler, men snarere som normale TIG-stangstørrelser, såsom 1/16 eller 3/32.
relateret: Bedste mig-Ledning
Trådindstillinger
nedenstående tabel findes almindeligvis i forbrugsstoffer og er værd at kopiere til reference. Det fortæller dig, hvordan du indstiller kontrollerne på dit udstyr, og hvilken gas du har brug for, afhængigt af svejseprocessen.
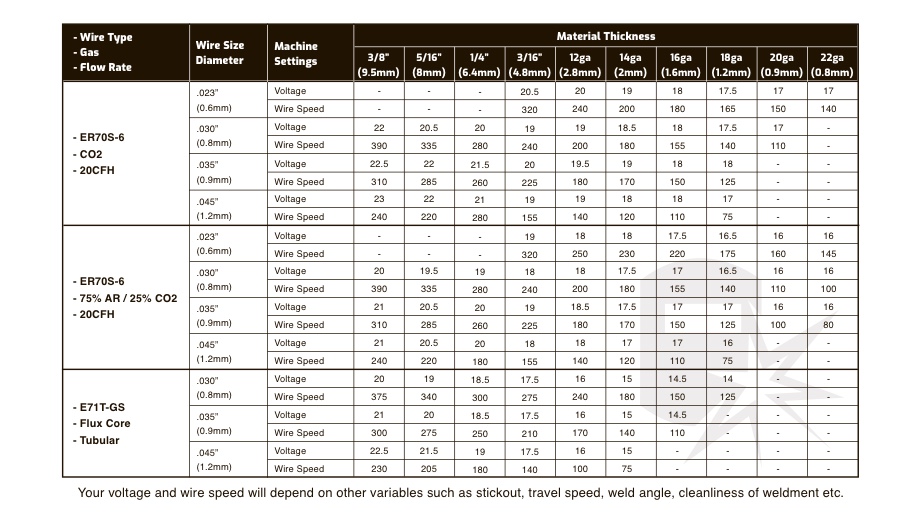
relateret læsning: mig-Svejseindstillinger – Sådan indstilles de korrekte parametre
Strømkornet Ledning
ved hjælp af “cored”-ledning tillader en mig-svejser at springe tanken over CO2-eller CO2-svejsetanken over argon og svejsning uden gas. Det skyldes, at trådkernen indeholder ingredienser, der gør jobbet med at afskærme svejsepuljen.
ligesom stick stang belægninger, kernen erstatter tanken af beskyttelsesgas. Dette er især nyttigt ved svejsning udendørs, da en stiv brise er nok til at sprede en komprimeret gas. Processen er formelt kendt som lysbuesvejsning (FCV).
Strømkornet ledning gør det også muligt for en svejser at bruge højere strømstyrker og ledninger med større diameter end solid ledning. Processen bruges i vid udstrækning i strukturel svejsning udendørs. Mens kernetråd koster betydeligt mere end solid mig-ledning, du behøver ikke at beskæftige dig med tanke med gas eller vente på, at vinden dør ned, før du kan svejse.
på trods af afskærmningsadditiverne er strømkernetråden tynd nok til at skyde ud af en mig-pistol. Og slaggen, der følger med disse ingredienser, er en brøkdel af, hvad der vises i SMA-processen.
regelmæssig strømkernetråd kaldes ofte Selvskærmet eller Innershield, som er et mærke, der sælges af Lincoln Electric. (Derfor, når der ikke anvendes nogen gastank, er processen formelt kendt som FCV-S.)
klassificering af Flukseledning
barmhjertigt varierer av-standarden for flukseledning af kulstofstål (av A5.20) kun lidt fra mig-fasttrådskoden.
i stedet for ER begynder en E (for elektrode) nummeret i tilfælde af al strømkernetråd.
og i stedet for en S for solid ledning ser du enten en T for rørformet eller C, der angiver en “sammensat” ledning.
E70C-6 er et eksempel på en almindelig flusformet ledning.
tallet 7 i klassificeringen refererer til trækstyrke multipliceret med 10.000 (i stedet for 1.000 i tilfælde af en ikke-kernet mig-ledning).
0 angiver svejsepositionen. (Et nul betyder, at ledningen kun er god til vandret eller flad svejsning.)
en af de hyppigst anvendte strømkernede ledninger i bygningskonstruktion er Lincoln Electric ‘ s Innershield 232, (aka NR-232), som er i overensstemmelse med E71T-8.
cifferet 1 angiver, at ledningen kan bruges i alle positioner. 8 betyder lavt brint, hvilket minder om common stick elektrode E7018.
NR-232 er populær, fordi dens kemiske sammensætning opfylder seismiske krav til jordskælvsområder som Californien. På ulempen er ledningen vanskeligere at arbejde med end ledninger, der ikke har samme niveau af seismisk sejhed.
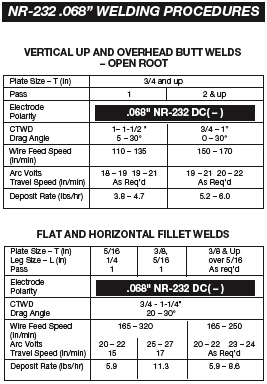
diagrammet nedenfor viser anbefalede parametre for NR-232 (“NR” sagde højt lyder som “indre”, hvilket gør det nemt at huske.)
nummeret .068 i diagrammet er trådens diameter. Bemærk polariteten er DCEN. Betegnelsen CVD står for “kontakt tip til arbejdsafstand”, som påvirker mængden af strøm, der bevæger sig gennem leddet. “Indlånsrenten” hjælper køberen med at beregne, hvor meget ledning der skal bruges til et projekt.
brug af beskyttelsesgas og Strømningskornet tråd sammen
når komprimeret gas er involveret i FCAVE, er svejseprocessen kendt som enten Gasafskærmet eller Dobbeltafskærmet Strømkornet svejsning, da både strømningsingredienserne og komprimeret gas producerer skjoldet. Den formelle betegnelse er FCAV-G.
her er et mere kompliceret eksempel på en strømkernetråd, E71T-1C JH8, som bryder sammen som denne:
- E-elektrode
- 7 – trækstyrke målt i pund pr.kvadrat tomme (PSI) multipliceret med 10.000; i dette tilfælde 70.000 PSI. Bemærk forskellen med MIG, der bruger to tal ganget med 1.000.
- 1-All-position svejsning kapacitet
- T – rørformet tråd
- 1 – Dette er en tråd usability specifikation. Indstillingerne spænder fra 1 til 14). 1 her indikerer, at ledningen har et rutil slaggesystem (hvilket betyder, at de kemiske additiver er sure). Rutilbelægninger giver god svejsbarhed (lav sprøjt, god buekvalitet og svejsepytkontrol), men de mekaniske egenskaber betragtes ikke som robuste som et grundlæggende slaggesystem.
- C – dette brev angiver, at ledningen kræver CO2-beskyttelsesgas. (M ville indikere en blanding af argon / CO2-beskyttelsesgas. )
- JH8 – de sidste 3 er valgfrie koder.
- J – angiver, at elektroden opfylder kravene til forbedret sejhed.
- H8 – angiver den maksimale mængde diffusibelt brint, som ledningen kan indeholde. I dette eksempel er mindre end 8 ml hydrogen tilladt for hver 100 g svejsemetal. Jo lavere tallet er, jo mindre brint er tilladt i ledningen, og derfor en lavere chance for brintinduceret revnedannelse i den endelige svejsning.
denne kode er taget fra A5.29/A5.29m:2020 (specifikation for lavlegeret Stålelektroder til lysbuesvejsning)
relateret: Bedste Strømkernetråd
afrunding af det
som du kan se, vil de mange variabler, der er involveret i valg af den rigtige ledning, tage et stykke tid at lære.
det er en god ide at fokusere på de mest almindelige stangklassifikationer i starten og absorbere resten af arsenalet over tid.
når det er sagt, som en svejsemaskine på indgangsniveau, kan du dog finde dig selv nødt til at lagre forbrugsstoffer eller udskifte tomme spoler på mig-maskiner til erfarne veteraner.
så det er vigtigt at udøve due diligence korrekt valg og opbevaring af trådprodukter for at forhindre dyre fejl, når en svejseoperation begynder.
det amerikanske svejseselskab har håndbøger, der kan købes, men omkostningerne kan være uoverkommelige.
kontakt din skole eller arbejdsplads for at se, om du kan få adgang til en håndbog og fotokopiere alle oplysninger, du har brug for at placere i dit litteraturbindemiddel.