MIG Welding Wires
bij Gas metal Arc Welding (GMAW) gebruikt u geen stick elektrode of vulstaaf.
in plaats daarvan komt alles wat je nodig hebt om een Las te plaatsen van een spoel metaaldraad.
bij dit lasproces, meer in de volksmond bekend als MIG, zorgt een gastank (meestal CO2 of argon) voor de afscherming terwijl de draad smelt in het onedele metaal.
tegenwoordig is het het meest voorkomende proces voor structurele lassen en fabricage van producten.
wanneer een lasser de trekker van zijn mig-Pistool overhaalt (zie hieronder), wordt de draad door een koperen spuitmond naar buiten geschoven. Dit zorgt voor nauwkeurige nauwkeurigheid en een onbelemmerd beeld van wat er gebeurt in het gewricht.

uit positie lassen is een stuk gemakkelijker dan met SMAW. En omdat de spoel ongeveer anderhalve kilometer draad bevat, hoef je niet vaak te stoppen en te herladen. (De term MIG staat overigens voor “metal inert gas”.
echter, aangezien CO2 en O2 reactieve gassen zijn, is het nauwkeuriger om te zeggen MAG – metaal actief gas – wanneer deze gassen worden gebruikt.)
Draadclassificatie
in het GMAW – proces moet rekening worden gehouden met twee verbruiksgoederen: het gas en de draad.
net als stickelektroden is er een classificatiesysteem voor de verschillende keuzes van MIG-draad beschikbaar dat wordt beheerd door de American Welding Society.
de American Society of Mechanical Engineers heeft ook een code, maar die is bijna identiek.
de AWS-code voor massief staaldraad wordt AWS A5.18 genoemd.
hier is wat het classificatienummer voor een gewone draad voor zacht staal, ER70S-6, aangeeft:
- ER – elektrische staaf
- 70-dit getal van twee of drie cijfers vertegenwoordigt de minimale treksterkte van het lasmetaal, gemeten in pond per vierkante inch (PSI) vermenigvuldigd met 1.000.
- s-massieve draad.
- 6-Dit getal (met soms een letter toegevoegd) duidt op chemische additieven die in de draad worden gebruikt en die de polariteitsinstelling op de machine kunnen beïnvloeden.
de 6 geeft in dit geval aan dat er meer ontoxidatiemiddelen aan de draad zijn toegevoegd, wat nuttig is bij het lassen op vuil of roestig staal.
het andere type koolstofstaaldraad voor algemeen gebruik is ER70S-3. Deze heeft niet de toegevoegde chemicaliën, dus wordt voornamelijk gebruikt op nieuw of schoon staal.
de meest gebruikte aluminium mig-draden zijn er5056, een zachte draad met een goede rekbaarheid, en ER5356, die harder is en een hoge treksterkte heeft.
Roestvrijstalen MIG-draad omvat aanduidingen als ER308, ER316 en ER308–L. De L staat voor low carbon, die extra corrosiebestendigheid biedt.
draaddiameter
zodra een draadtype voor uw lasapparatuur is bepaald, zijn twee aanvullende gegevens nodig om dit verbruiksartikel aan te schaffen.
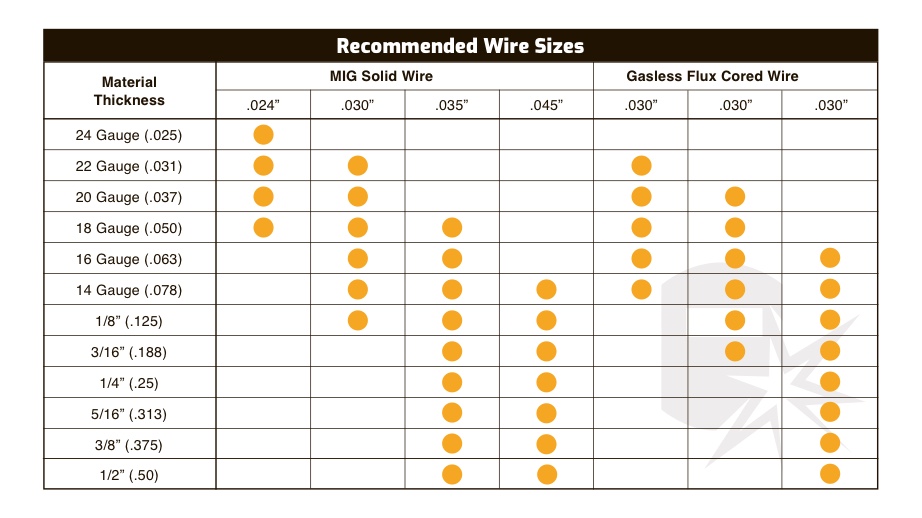
de eerste is de draaddiameter, die gewoonlijk in duizenden inch wordt gegeven. De meest voorkomende maten voor lassen op plaatwerk zijn 0.35 en 0.45.
hoeveelheid draad
bij het maken van een MiG-draadaankoop gaat uw laatste beslissing over de hoeveelheid draad en hoe het is gehuisvest.Lincoln Electric biedt bijvoorbeeld er70s-6 aan als een 44-pound spoel of een 1000-pound trommel.
uiteraard bepaalt het draadtoevoermechanisme op de lasmachine welke optie wordt gekozen. (Een kleine niet-industriële mig machine gebruikt een veel kleinere spoel dan je ziet in de foto hieronder.)
MIG-draad kan ook worden besteld in “tig-lengtes”. Dit verwijst naar de drie-voet strengen gebruikt in TIG lassen. Diameter maten in dit geval worden niet gegeven in decimalen, maar eerder als normale TIG staaf maten, zoals 1/16 of 3/32.
gerelateerd: Best Mig Wire
Wire Settings
de onderstaande tabel wordt vaak gevonden in verbruiksfiches en is het waard om te kopiëren als referentie. Het vertelt u hoe u de bedieningselementen op uw apparatuur kunt instellen en welk gas u nodig hebt, afhankelijk van het lasproces.
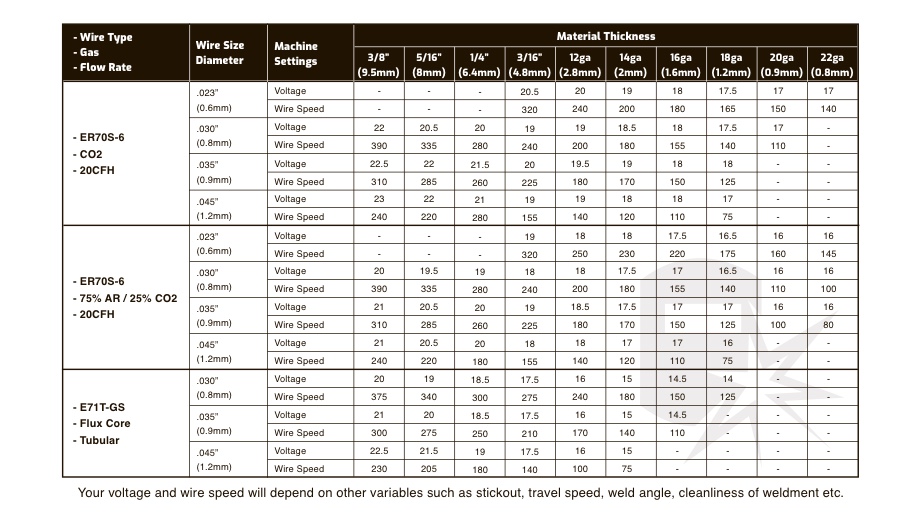
gerelateerde lees: Mig Lassen Instellingen-hoe de juiste parameters in te stellen
Flux-Cored draad
met behulp van” cored ” draad kan een MIG-lasser de tank van CO2 of argon overslaan en lassen zonder het gas. Dat komt omdat de draadkern ingrediënten bevat die het werk van het afschermen van het lasbad doen.
zoals coatings voor staafstaven, de kernvervangingen voor de tank van afschermingsgas. Dit is vooral handig bij het buiten lassen, omdat een harde bries voldoende is om een samengeperst gas te verspreiden. Het proces is formeel bekend als Flux-Cored Arc Welding (FCAW).
met Flux gevulde draad kan een lasser ook hogere stroomsterkte en grotere diameter draden gebruiken dan vaste draad. Het proces wordt veel gebruikt in structureel lassen buitenshuis. Terwijl kerndraad aanzienlijk meer kost dan massieve MIG draad, hoeft u niet te maken met tanks van gas of wachten tot de wind te sterven voordat u kunt lassen.
ondanks de beschermende toevoegingen is flux-kerndraad dun genoeg om uit een MiG-pistool te schieten. En de slak die met deze ingrediënten wordt geleverd is een fractie van wat er in het SMAW-proces verschijnt.
gewone draad met flux wordt vaak aangeduid als Self-Shielded of Innershield, een merknaam die wordt verkocht door Lincoln Electric. (Dus, wanneer er geen gastank wordt gebruikt, is het proces formeel bekend als FCAW-S.)
Flux Core Wire Classification
Gelukkig verschilt de AWS-standaard voor koolstofstaal flux-cored wire (aws A5. 20) slechts licht van de MiG solid wire code.
in plaats van ER begint een E (voor elektrode) het getal bij alle draad met fluxkern.
en in plaats van een s voor vaste draad, zie je ofwel een T voor buisvormige, of een C, die een “composiet” draad aangeeft.
E70C-6 is een voorbeeld van een flux-kerndraad voor algemeen gebruik.
het getal 7 in de classificatie heeft betrekking op de treksterkte, vermenigvuldigd met 10.000 (in plaats van 1.000 in het geval van een MIG draad zonder kern).
0 geeft de laspositie aan. (Een nul betekent dat de draad alleen goed is voor horizontaal of vlak lassen.)
een van de meest gebruikte flux-cored draden in de bouw is Lincoln Electric ‘ s Innershield 232, (ook bekend als NR-232), die voldoet aan AWS E71T-8.
het cijfer 1 geeft aan dat de draad in alle posities kan worden gebruikt. De 8 betekent weinig waterstof, wat doet denken aan de common stick elektrode E7018.
NR-232 is populair omdat de chemische samenstelling voldoet aan de seismische eisen voor aardbevingszones zoals Californië. Aan de andere kant is de draad moeilijker om mee te werken dan draden die niet hetzelfde niveau van seismische taaiheid hebben.
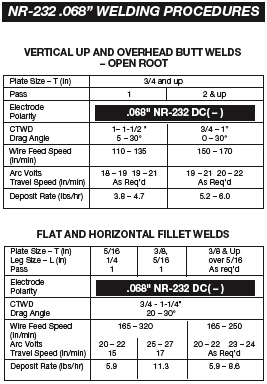
de grafiek hieronder geeft de aanbevolen parameters voor NR-232 weer (“NR” klinkt hardop als “inner”, wat het gemakkelijk maakt om te onthouden.)
het getal .068 in de grafiek is de diameter van de draad. Merk op dat de polariteit DCEN is. De aanduiding CTWD staat voor” contact tip om afstand te werken”, die de hoeveelheid stroom die door het gewricht. De “deposit rate” helpt de koper te berekenen hoeveel draad nodig zal zijn voor een project.
gebruikmakend van Afschermingsgas en Flux – Cored draad samen
wanneer gecomprimeerd gas betrokken is bij FCAW, wordt het lasproces ofwel Gas afgeschermd ofwel Dual-Shielded Flux-Cored lassen genoemd, aangezien zowel de flux-ingrediënten als het gecomprimeerde gas het schild produceren. De formele aanduiding is FCAW-G.
hier is een ingewikkelder voorbeeld van een draad met fluxkern, E71T-1C JH8, die als volgt afbreekt:
- E-elektrode
- 7-treksterkte gemeten in pond per vierkante inch (PSI), vermenigvuldigd met 10.000; in dit geval 70.000 PSI. Let op het verschil met MIG, die twee getallen vermenigvuldigd met 1.000 gebruikt.
- 1-lascapaciteiten in alle posities
- T-Buisdraad
- 1-Dit is een specificatie voor de bruikbaarheid van draad. De opties variëren van 1 tot 14). De 1 geeft hier aan dat de draad een rutielslaksysteem heeft (wat betekent dat de chemische additieven zuur zijn). Rutielcoatings zorgen voor een goede lasbaarheid (lage spatten, goede boogkwaliteit en controle van lasplassen), maar de mechanische eigenschappen worden niet als robuust beschouwd als een basisslaksysteem.
- C – deze letter geeft aan dat de draad CO2-afschermingsgas nodig heeft. (M zou wijzen op een argon/CO2 afschermend gasmengsel. )
- JH8 – de laatste 3 zijn facultatieve codes.
- J-geeft aan dat de elektrode voldoet aan de eisen voor verbeterde taaiheid.
- H8-geeft de maximale hoeveelheid diffuseerbare waterstof aan die de draad kan bevatten. In dit voorbeeld is per 100 g lasmetaal minder dan 8 ml waterstof toegestaan. Hoe lager het aantal, hoe minder waterstof in de draad is toegestaan, en dus een lagere kans op waterstof-geïnduceerde barsten in de uiteindelijke Lassing.
deze code is ontleend aan AWS-norm A5. 29 / A5. 29M: 2020 (Specificatie voor laaggelegeerde stalen elektroden voor Flux-Kernbooglassen)
gerelateerd: Beste Fluxgekoelde draad
afronding
zoals u kunt zien, zullen de vele variabelen die betrokken zijn bij het kiezen van de juiste draad een tijdje duren om te leren.
het is een goed idee om zich eerst te concentreren op de meest voorkomende staafclassificaties en de rest van het arsenaal in de loop van de tijd te absorberen.
dit gezegd zijnde, kan het zijn dat u als lasser op instapniveau verbruiksgoederen moet opslaan of lege spoelen moet vervangen op mig-machines voor doorgewinterde veteranen.
het is dus van essentieel belang dat de nodige zorgvuldigheid wordt betracht om Draadproducten correct te selecteren en op te slaan om kostbare fouten te voorkomen wanneer een lasoperatie begint.
de American Welding Society heeft Handboeken beschikbaar voor aankoop, maar de kosten kunnen onbetaalbaar zijn.
neem contact op met uw school of werkplek om te zien of u toegang hebt tot een handboek en fotokopie van alle informatie die u in uw literatuurboek moet plaatsen.