Mig Welding Wires
em gás metal Arc Welding (GMAW), você não estará usando um eletrodo de vara ou uma haste de enchimento.
em vez disso, tudo o que você precisa para depositar uma solda vem de um carretel de fio de metal.
neste processo de soldagem, mais popularmente conhecido como MIG, um tanque de gás (normalmente CO2 ou argônio) fornece a blindagem enquanto o fio derrete no metal base.
atualmente, é o processo mais comum para soldagem estrutural e fabricação de produtos.
quando um soldador puxa o gatilho em sua pistola MIG (mostrada abaixo), uma máquina de alimentação de arame avança o fio através de um bocal de latão. Isso permite uma precisão precisa e uma visão desobstruída do que está acontecendo dentro da junta.

Soldagem fora de posição é muito mais fácil do que com SMAW. E como o carretel tem cerca de uma milha de fio, você não precisa parar e recarregar com muita frequência. (O termo MIG, aliás, significa “gás inerte metálico”.
no entanto, como o CO2 e o O2 são gases reativos, é mais preciso dizer gás ativo MAG – metal – quando esses gases são usados.)
Fio Classificação
Há duas consumíveis a considerar no processo GMAW – o gás e o fio.
como eletrodos de vara, há um sistema de classificação para as diferentes opções de fio MIG disponíveis que é gerido pela American Welding Society.A Sociedade Americana de Engenheiros mecânicos também tem um código, mas é quase idêntico.
o código AWS para fio de aço sólido é conhecido como AWS A5.18.
aqui está o que o número de classificação para um fio comum para aço macio, ER70S-6, indica:
- er – haste elétrica
- 70-este número de dois ou três dígitos representa a resistência à tração mínima do metal de solda, medido em LIBRAS POR POLEGADA QUADRADA (PSI) multiplicado por 1.000.
- s – Fio Sólido.
- 6-este número (às vezes com uma letra adicionada) indica aditivos químicos usados no fio que podem afetar a configuração de polaridade na máquina.
o 6, Neste caso, indica que mais desoxidantes foram adicionados ao fio, o que é útil ao soldar em aço sujo ou enferrujado.
o outro tipo de fio de aço carbono de uso geral é ER70S-3. Este não tem os produtos químicos adicionados, por isso é usado principalmente em aço novo ou limpo.
os fios de alumínio MIG mais comumente usados são ER5056, um fio macio com boa ductilidade e ER5356, que é mais duro e tem alta resistência à tração.
o fio de aço inoxidável MIG inclui designações como ER308, ER316 e ER308–L. O L significa baixo carbono, que fornece resistência extra à corrosão.
Diâmetro Do Fio
uma vez que um tipo de fio é determinado para o seu equipamento de soldagem, duas informações adicionais são necessárias para comprar este consumível.
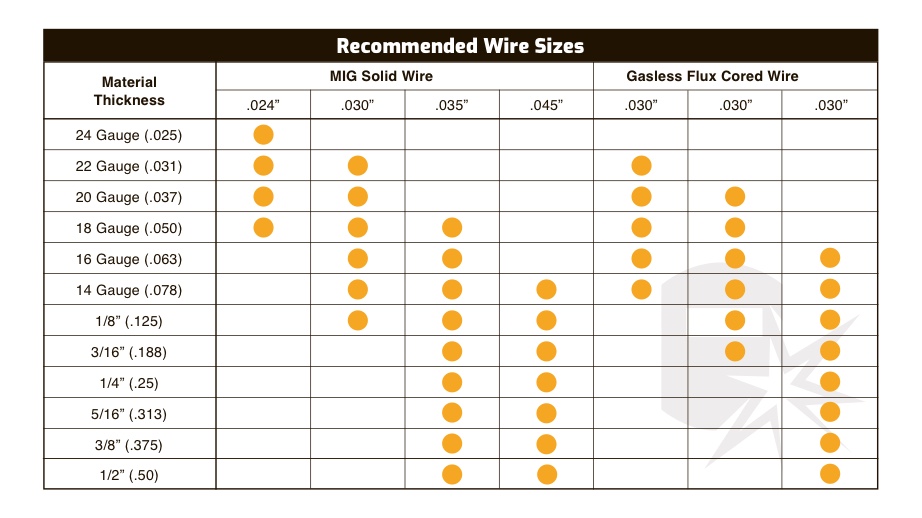
o primeiro é o diâmetro do fio, que geralmente é dado em milhares de polegadas. Os tamanhos mais comuns para soldagem em chapa metálica são 0,35 e 0,45.
quantidade de fio
ao fazer uma compra de fio MIG, sua última decisão envolve a quantidade de fio e como ele está alojado.
por exemplo, Lincoln Electric oferece ER70S-6 como um carretel de 44 libras ou um tambor de 1.000 libras.
obviamente, o mecanismo de alimentação do fio na máquina de solda ditará qual opção é escolhida. (Uma pequena Máquina MIG não industrial usa um carretel muito menor do que você vê na foto abaixo.)
o fio MIG também pode ser encomendado em “comprimentos de corte TIG”. Isso se refere aos fios de três pés usados na soldagem TIG. Os tamanhos de diâmetro neste caso não são dados em decimais, mas sim como tamanhos normais de haste TIG, como 1/16 ou 3/32.
relacionados: Melhor fio MIG
configurações de fio
a tabela abaixo é comumente encontrada em folhas de especificações consumíveis e vale a pena copiar para referência. Ele informa como definir os controles do seu equipamento e qual gás você precisa, dependendo do processo de soldagem.
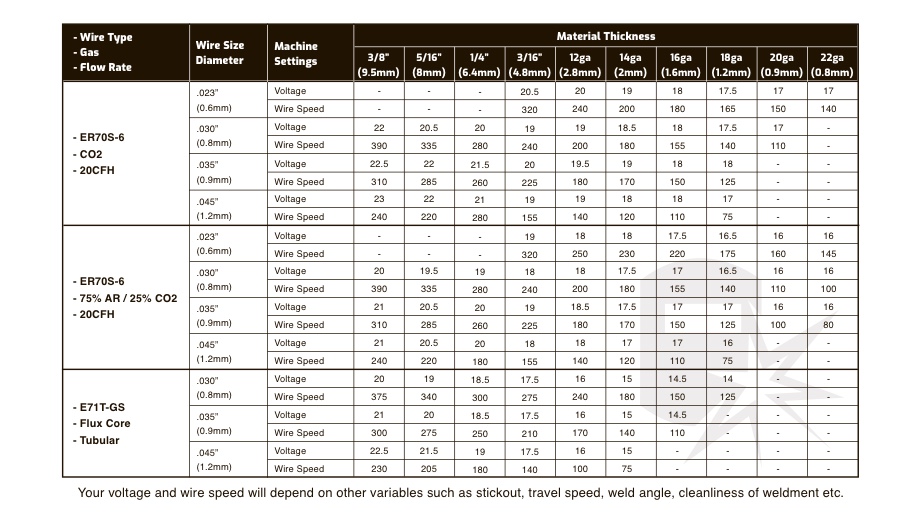
Relacionadas com o leia-se: Solda MIG Configurações – Como definir os parâmetros corretos
Arame Tubular
Usando “tubular” fio permite que um soldador MIG para ignorar o tanque de CO2 ou de argônio e solda sem gás. Isso porque o núcleo do fio contém ingredientes que fazem o trabalho de proteger o pool de solda.
como revestimentos de vara, o núcleo substitui o tanque de gás de proteção. Isso é particularmente útil ao soldar ao ar livre, pois uma brisa forte é suficiente para dispersar um gás comprimido. O processo é formalmente conhecido como soldagem a arco fluxado (FCAW).
o fio com núcleo de fluxo também permite que um soldador use amperagens mais altas e Fios de maior diâmetro do que o fio sólido. O processo é usado extensivamente na soldadura estrutural fora. Embora o fio com núcleo custe significativamente mais do que o fio MIG sólido, você não precisa lidar com tanques de gás ou esperar que o vento morra antes de poder soldar.
apesar dos aditivos de blindagem, o fio fluxado é magro o suficiente para disparar de uma arma MIG. E a escória que vem com esses ingredientes é uma fração do que aparece no processo de SMAW.
o fio com núcleo de fluxo Regular é frequentemente referido como auto-blindado ou escudo interno, que é uma marca vendida pela Lincoln Electric. (Portanto, quando nenhum tanque de gás é usado, o processo é formalmente conhecido como FCAW-S.)
Flux Core Wire Classification
misericordiosamente, o padrão AWS para fio de aço carbono flux-cored (AWS A5.20) varia apenas ligeiramente do código de fio sólido MIG.
em vez de ER, um e (para eletrodo) inicia o número no caso de todo o fio com núcleo de fluxo.
e em vez de um S para fio sólido, você verá um T para tubular ou C, indicando um fio “composto”.
E70C-6 é um exemplo de um fio de núcleo de fluxo de uso geral.
o número 7 na classificação refere-se à resistência à tração, multiplicada por 10.000 (em vez de 1.000 no caso de um fio MIG sem núcleo).
0 indica a posição de soldagem. (Um zero significa que o fio só é bom para soldagem horizontal ou plana.)
um dos fios fluxados mais usados na construção civil é o Innershield 232 da Lincoln Electric (também conhecido como NR-232), que está em conformidade com o AWS E71T-8.
o dígito 1 indica que o fio pode ser usado em todas as posições. O 8 significa baixo hidrogênio, que chama a atenção para o eletrodo de bastão comum E7018.
NR-232 é popular porque sua composição química atende aos requisitos sísmicos para zonas sísmicas como a Califórnia. No lado negativo, o fio é mais difícil de trabalhar do que os fios que não têm o mesmo nível de Resistência sísmica.
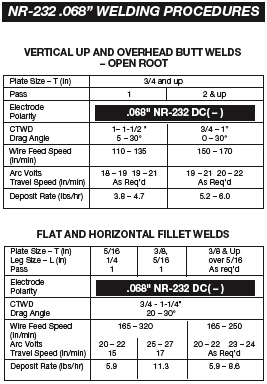
o gráfico abaixo lista os parâmetros recomendados para NR-232 (“NR “disse em voz alta soa como” interno”, o que torna mais fácil de lembrar.)
o número .068 no gráfico é o diâmetro do fio. Observe que a polaridade é DCEN. A designação CTWD significa “ponta de contato para distância de trabalho”, o que afeta a quantidade de corrente que se move através da articulação. A “taxa de depósito” ajuda o comprador a calcular quanto fio será necessário para um projeto.
Utilizando Gás de proteção E o Arame Tubular Juntos
Quando o gás comprimido é envolvido no processo FCAW, o processo de soldagem é conhecido como Gás ou Blindagem Dupla Blindagem com arames Tubulares de Soldagem, uma vez que tanto o fluxo de ingredientes e de gás comprimido produzir o escudo. A designação formal é FCAW-G.
Aqui está um exemplo mais complicado de um arame tubular, E71T-1C JH8, que se decompõe como este:
- E – Eletrodo
- 7 – resistência à Tração medido em libras por polegada quadrada (PSI), multiplicado por 10.000; neste caso, de 70.000 PSI. Observe a diferença com o MIG, que usa dois números multiplicados por 1.000.
- 1 – capacidade de soldagem em todas as posições
- t – Tubular wire
- 1-Esta é uma especificação de usabilidade do fio. As opções variam de 1 a 14). O 1 Aqui indica que o fio tem um sistema de escória rutil (o que significa que os aditivos químicos são ácidos). Os revestimentos Rutile fornecem boa soldabilidade (respingos Baixos, boa qualidade de arco e controle de poça de solda), mas as propriedades mecânicas não são consideradas tão robustas quanto um sistema básico de escória.
- C – esta carta indica que o fio requer gás de blindagem de CO2. (M indicaria uma mistura de gás de blindagem de argônio/CO2. )
- JH8 – os últimos 3 são códigos opcionais.
- J-designa que o eletrodo atende aos requisitos de melhor tenacidade.
- H8-designa a quantidade máxima de hidrogênio difusível que o fio pode conter. Neste exemplo, menos de 8 ml de hidrogênio são permitidos para cada 100 g de metal de solda. Quanto menor o número, menor o hidrogênio permitido no fio e, portanto, menor a chance de rachaduras induzidas por hidrogênio na soldagem final.
este código é retirado do padrão AWS A5.29/A5.29m:2020 (Especificação para eletrodos de aço de baixa liga para soldagem a Arco Com Núcleo de fluxo)
: Melhor Fio Com Núcleo de fluxo
arredondando-o
como você pode ver, as muitas variáveis envolvidas na escolha do fio certo levarão um tempo para aprender.
é uma boa ideia focar nas classificações de barras mais comuns no início e absorver o resto do arsenal ao longo do tempo.
dito isto, como soldador básico, no entanto, você pode ter que estocar consumíveis ou substituir carretéis vazios em máquinas MIG para veteranos experientes.Portanto, exercitar a devida diligência corretamente selecionando e armazenando produtos de arame é essencial para evitar erros caros quando uma operação de soldagem começa.
a American Welding Society tem manuais disponíveis para compra, mas o custo pode ser proibitivo.
verifique com sua escola ou local de trabalho para ver se você pode acessar um manual e fotocopiar qualquer informação que você precisa colocar em seu fichário de literatura.