ミグ溶接ワイヤ
ガスメタルアーク溶接(GMAW)では、スティック電極やフィラーロッドを使用することはありません。
代わりに、溶接を堆積させるために必要なものはすべて、金属線のスプールから来ています。
この溶接プロセスでは、より一般にMIGとして知られている、ガスタンク(通常はCO2またはアルゴン)は、ワイヤが母材に溶融しながらシールドを提供します。
今日では、構造溶接および製品製造のための最も一般的なプロセスです。
溶接工がMIGガン(以下に示す)の引き金を引くと、ワイヤー送り機が真鍮のノズルを通してワイヤーを前進させる。 これは接合箇所の中で起こっているものがの正確な正確さそして妨げる物がない眺めを可能にする。

位置から溶接することはSMAWとのより大いに容易である。 スプールは、ワイヤのマイルの価値について保持しているので、あなたは非常に頻繁に停止し、リロードする必要はありません。 (ちなみに、MIGという用語は、「金属不活性ガス」を意味する。
しかし、CO2とO2は反応性ガスであるため、これらのガスを使用する場合はMAG–metal活性ガスと言う方が正確です。)
ワイヤ分類
GMAWプロセスで考慮すべき二つの消耗品があります–ガスとワイヤ。
スティック電極のように、アメリカ溶接協会によって管理されている利用可能なMIGワイヤのさまざまな選択のための分類システムがあります。
アメリカ機械学会もコードを持っていますが、それはほぼ同じです。固体鋼線のAWSコードはAWS A5.18として知られています。
軟鋼共通線の分類番号ER70S-6は次のとおりです:
- ER–電気棒
- 70–この2桁または3桁の数字は、溶接金属の最小引張強さを表し、ポンド/平方インチ(PSI)に1,000を掛けたものです。
- S–ソリッドワイヤ。
- 6–この番号(文字が追加されることがあります)は、機械の極性設定に影響を与える可能性のあるワイヤに使用される化学添加物を示します。
6は、この場合、より多くの脱酸剤がワイヤに添加されていることを示しており、汚れた鋼や錆びた鋼に溶接するときに役立ちます。
他の汎用炭素鋼線タイプはER70S-3です。 これには化学物質が追加されていないため、主に新しい鋼またはきれいな鋼に使用されます。
最も一般的に使用されるアルミニウムMIGワイヤは、延性が良好な軟線であるER5056と、より硬く引張強度が高いER5356です。
ステンレス鋼MIGワイヤーはER308、ER316およびER308–Lのような指定を含んでいます。Lは余分耐食性を提供する低炭素を意味します。
ワイヤ径
溶接装置のワイヤタイプが決定されたら、この消耗品を購入するために二つの追加の情報が必要です。
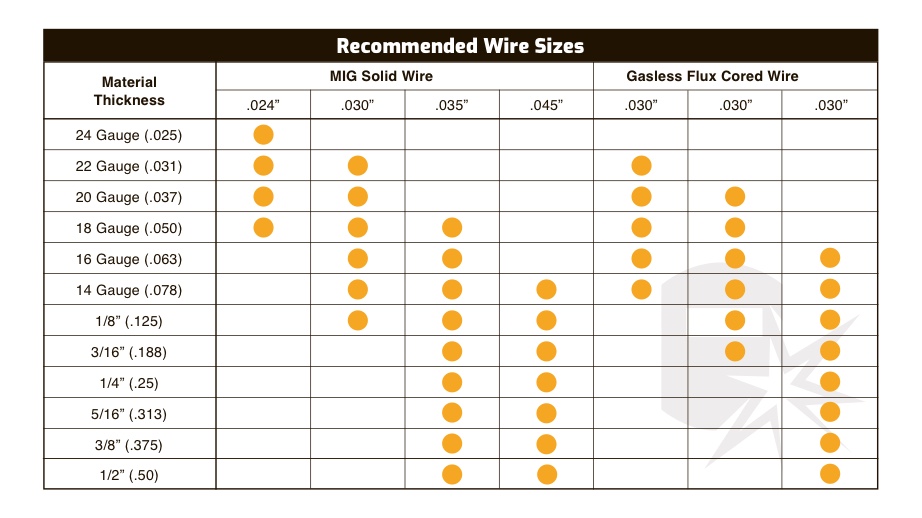
最初はワイヤの直径で、通常は数千インチで与えられます。 薄板金の溶接のための共通のサイズは0.35および0.45です。
ワイヤの量
MIGワイヤを購入する際には、ワイヤの量とその収容方法
例えば、リンカーン-エレクトリックはER70S-6を44ポンドのスプールまたは1,000ポンドのドラムとして提供している。
明らかに、溶接機のワイヤ送り機構は、どのオプションを選択するかを決定します。 (小型の非工業用MIGマシンは、下の写真よりもはるかに小さいスプールを使用します。)
MIGワイヤーはまた”TIGの切口の長さ”で発注することができる。 これは、TIG溶接で使用される3フィートのストランドを指します。 この場合の直径のサイズは小数でむしろ正常なTIGの棒のサイズ、そのような1/16か3/32として与えられません。
関連: ベストミグワイヤー
ワイヤ設定
以下の表は一般的に消耗品仕様シートに記載されており、参考のためにコピーする価値があります。 それはあなたの装置の制御を置く方法を示し、どのガスを溶接プロセスによって、必要とするか。
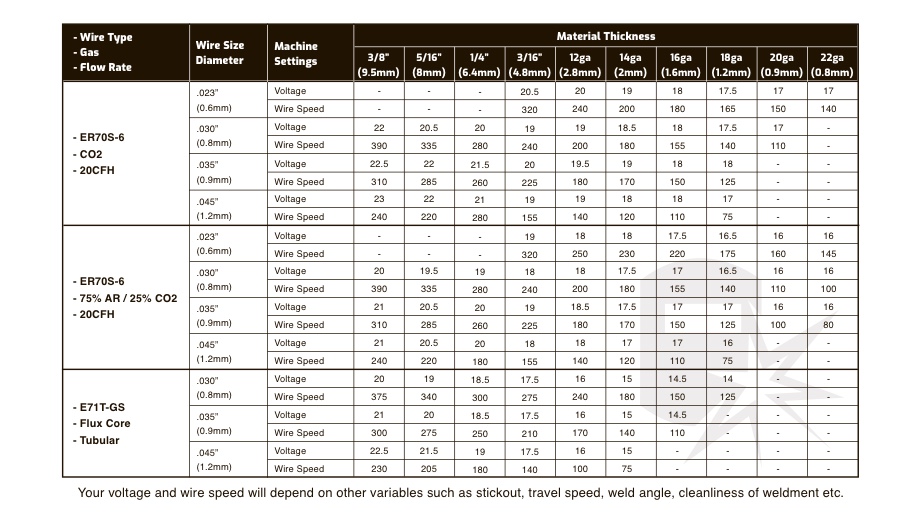
関連読み取り:ミグ溶接設定-正しいパラメータを設定する方法
フラックス芯線
“芯線”ワイヤを使用すると、ミグ溶接機はCO2またはアルゴンのタンクをスキップして溶接することができます。ガスだ それはワイヤー中心が溶接プールの保護の仕事をする原料を含んでいるのである。
棒棒のコーティングのように、中心はガスを保護することのタンクの代わりにします。 これは堅い微風が圧縮されたガスを分散させる十分であるので屋外に溶接するとき特に有用である。 このプロセスは、正式にはフラックスコアアーク溶接(FCAW)として知られています。
フラックス芯線は、溶接機がソリッドワイヤよりも高いアンペア数と大きな直径のワイヤを使用することもできます。 このプロセスは、屋外での構造溶接に広く使用されています。 芯を取られたワイヤーが固体MIGワイヤーよりかなり多くを要する間、溶接できる前にガスのタンクを取扱うか、または風が死ぬのを待つ必要がない。
シールド添加剤にもかかわらず、フラックス芯線はMIG銃から撃つのに十分なスキニーです。 そしてそれらの原料と来るスラグはSMAWプロセスで現われるものがの一部分である。
規則的な変化芯を取られたワイヤーは頻繁にリンカーン電気によって販売される銘柄のSelf-ShieldedかInnershieldと言われます。 (それ故に、ガスタンクが使用されないとき、プロセスは形式的にFCAW-Sとして知られています。)
フラックスコアワイヤー分類
幸いにも、炭素鋼フラックスコアワイヤー(AWS A5.20)のAWS標準は、MIGソリッドワイヤーコードとはわずかに異なります。
ERの代わりに、E(電極用)は、すべての磁束芯線の場合、番号を開始します。
そして、実線のためのSの代わりに、あなたは”複合”ワイヤを示す、管状のためのT、またはCのいずれかが表示されます。
E70C-6は汎用フラックス芯線の一例です。
分類の数字7は、引張強度に10,000を掛けたものを指します(非芯付きミグ線の場合は1,000ではなく)。
0は溶接位置を示します。 (ゼロはワイヤーが横か平らな溶接のためにだけよいことを意味します。)
建築構造の最も頻繁に使用された変化芯を取られたワイヤーの1つはAWS E71T-8に合致するLincoln ElectricのInnershield232、(別名NR-232)です。
数字1は、ワイヤがすべての位置で使用できることを示します。 8は低水素を意味し、共通のスティック電極E7018を気にする必要があります。
NR-232は、その化学組成がカリフォルニア州のような地震帯の地震要件を満たしているため、人気があります。 欠点としては、同じレベルの地震靭性を持たないワイヤよりも、ワイヤを使用することがより困難です。
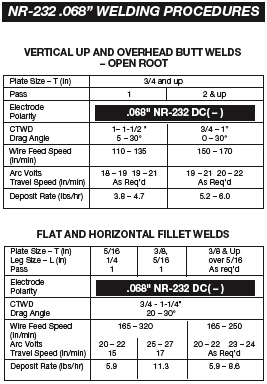
以下の表は、NR-232の推奨パラメータを示しています(”NR”は”inner”のように聞こえるので、覚えやすくなります。)<2495><6988>の数字です。図表の068はワイヤーの直径です。 極性がDCENであることに注意してください。 指定CTWDは接合箇所を通って動く流れの量に影響を与える”仕事の間隔への接触先端”のために意味する。 “預金レート”は、購入者がプロジェクトに必要なワイヤの量を計算するのに役立ちます。
シールドガスとフラックス芯線を一緒に使用
圧縮ガスがFCAWに関与している場合、フラックス成分と圧縮ガスの両方がシールドを生成するため、溶接プロセスはガスシールドまたはデュアルシールドのフラックス芯線溶接として知られています。 正式な名称はFCAW-Gです。
以下は、磁束芯線E71T-1C JH8のより複雑な例です。:
- E-電極
- 7–引張強さはポンド/平方インチ(PSI)で測定し、10,000を乗じたもので、この場合は70,000PSI。 2つの数字に1,000を掛けたものを使用するMIGとの違いに注意してください。
- 1-全ポジション溶接能力
- T–管状ワイヤ
- 1–これはワイヤのユーザビリティ仕様です。 オプションの範囲は1 14です)。 ここでの1は、ワイヤがルチルスラグ系を有することを示している(これは化学添加物が酸性であることを意味する)。 ルチルのコーティングはよいweldability(低いはね、よいアークの質および溶接水たまり制御)を提供するが、機械特性は基本的なスラグシステムほど強い考慮され
- C–この文字は、ワイヤにCO2遮蔽ガスが必要であることを示しています。 (Mはアルゴン/CO2遮蔽ガスブレンドを示す。 )
- JH8–最後の3つはオプションのコードです。
- J–電極が靭性向上の要件を満たしていることを示します。
- H8–ワイヤが含むことができる拡散性水素の最大量を指定します。 この例では、100gの溶接金属ごとに8ml未満の水素が許容されます。 数が少ないほど、ワイヤ内で許容される水素が少なくなり、最終溶接部での水素誘起割れの可能性が低くなります。
このコードは、AWS標準A5.29/A5.29M:2020(フラックスコアアーク溶接用低合金鋼電極の仕様)
関連から取得されています: 最高の磁束芯線
それを切り上げる
あなたが見ることができるように、右のワイヤを選択することに関与する多くの変数は、学ぶのに時間がか
最初は最も一般的なロッド分類に焦点を当て、時間の経過とともに残りの武器を吸収することをお勧めします。
そうは言っても、初心者レベルの溶接機として、経験豊富なベテランのためにMIGマシンの消耗品を在庫したり、空のスプールを交換したりする必要があ
だから、溶接作業が始まるときに高価なミスを防ぐためには、ワイヤ製品を正しく選択して保管するデューデリジェンスを行うことが不可欠です。
アメリカ溶接協会は、購入可能なハンドブックを持っていますが、コストは法外なことができます。
あなたがハンドブックにアクセスし、あなたの文献バインダーに配置する必要がある任意の情報をコピーできるかどうかを確認するためにあなたの学校や職場に確認してください。