MIG Schweißen Drähte
In Gas Metall Arc Schweißen (GMAW), sie werden nicht mit einem stick elektrode oder eine füllstoff stange.
Stattdessen kommt alles, was Sie zum Ablegen einer Schweißnaht benötigen, von einer Spule Metalldraht.
Bei diesem Schweißverfahren, besser bekannt als MIG, sorgt ein Gastank (typischerweise CO2 oder Argon) für die Abschirmung, während der Draht in das Grundmetall schmilzt.
Heutzutage ist es das gebräuchlichste Verfahren für das strukturelle Schweißen und die Produktherstellung.
Wenn ein Schweißer den Abzug seiner MIG-Pistole betätigt (siehe unten), schiebt eine Drahtvorschubmaschine den Draht durch eine Messingdüse heraus. Dies ermöglicht eine punktgenaue und ungehinderte Sicht auf das Geschehen im Gelenk.

Schweißen aus der position ist viel einfacher als mit SMAW. Und da die Spule Draht im Wert von etwa einer Meile enthält, müssen Sie nicht sehr oft anhalten und nachladen. (Der Begriff MIG steht übrigens für „metal inert gas“.
Da CO2 und O2 jedoch reaktive Gase sind, ist es genauer, MAG – metallaktives Gas – zu sagen, wenn diese Gase verwendet werden.)
Drahtklassifizierung
Beim GMAW–Prozess sind zwei Verbrauchsmaterialien zu berücksichtigen – das Gas und der Draht.
Wie bei Stabelektroden gibt es ein Klassifizierungssystem für die verschiedenen verfügbaren MIG-Drähte, das von der American Welding Society verwaltet wird.
Die American Society of Mechanical Engineers hat ebenfalls einen Code, der jedoch nahezu identisch ist.
Der AWS-Code für massiven Stahldraht ist als AWS A5.18 bekannt.
Hier ist, was die Klassifikationsnummer für einen gemeinsamen Draht für Weichstahl, ER70S-6, anzeigt:
- ER – Elektrischer Stab
- 70 – Diese zwei- oder dreistellige Zahl stellt die minimale Zugfestigkeit des Schweißgutes dar, gemessen in Pfund pro Quadratzoll (PSI) multipliziert mit 1.000.
- S – Fester Draht.
- 6 – Diese Zahl (manchmal mit einem Buchstaben versehen) weist auf chemische Zusätze im Draht hin, die die Polaritätseinstellung der Maschine beeinflussen können.
Die 6 zeigt in diesem Fall an, dass dem Draht mehr Desoxidationsmittel zugesetzt wurden, was beim Schweißen von schmutzigem oder rostigem Stahl hilfreich ist.
Der andere allgemeine Kohlenstoffstahldrahttyp ist ER70S-3. Dieser hat keine zusätzlichen Chemikalien und wird daher hauptsächlich für neuen oder sauberen Stahl verwendet.
Die am häufigsten verwendeten Aluminium-MIG-Drähte sind ER5056, ein weicher Draht mit guter Duktilität, und ER5356, der härter ist und eine hohe Zugfestigkeit aufweist.
edelstahl MIG draht enthält bezeichnungen wie ER308, ER316, und ER308–L. Die L steht für low carbon, die bietet extra korrosion widerstand.
Drahtdurchmesser
Sobald ein Drahttyp für Ihr Schweißgerät bestimmt ist, werden zwei zusätzliche Informationen benötigt, um dieses Verbrauchsmaterial zu erwerben.
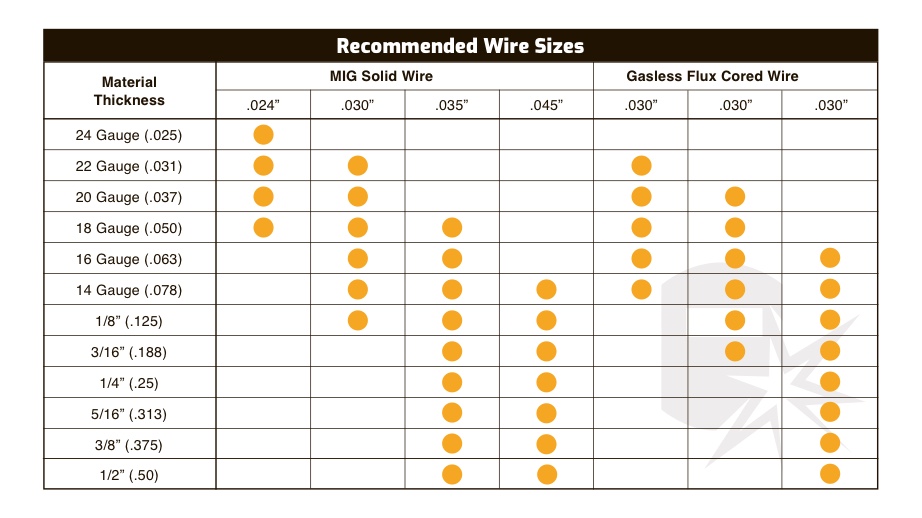
Der erste ist der Drahtdurchmesser, der normalerweise in Tausenden von Zoll angegeben wird. Die gebräuchlichsten Größen zum Schweißen von Blechen sind 0,35 und 0,45.
Drahtmenge
Wenn Sie einen MIG-Draht kaufen, hängt Ihre letzte Entscheidung von der Drahtmenge und der Unterbringung ab.
Zum Beispiel bietet Lincoln Electric ER70S-6 als 44-Pfund-Spule oder als 1.000-Pfund-Trommel an.
Offensichtlich bestimmt der Drahtvorschubmechanismus am Schweißgerät, welche Option gewählt wird. (Eine kleine nicht-industrielle MIG-Maschine verwendet eine viel kleinere Spule als auf dem Foto unten.)
MIG-Draht kann auch in „WIG-Schnittlängen“ bestellt werden. Dies bezieht sich auf die beim WIG-Schweißen verwendeten Dreifußstränge. Durchmessergrößen werden in diesem Fall nicht in Dezimalstellen angegeben, sondern als normale WIG-Stabgrößen, wie 1/16 oder 3/32.
Verwandt: Beste MIG Draht
Draht Einstellungen
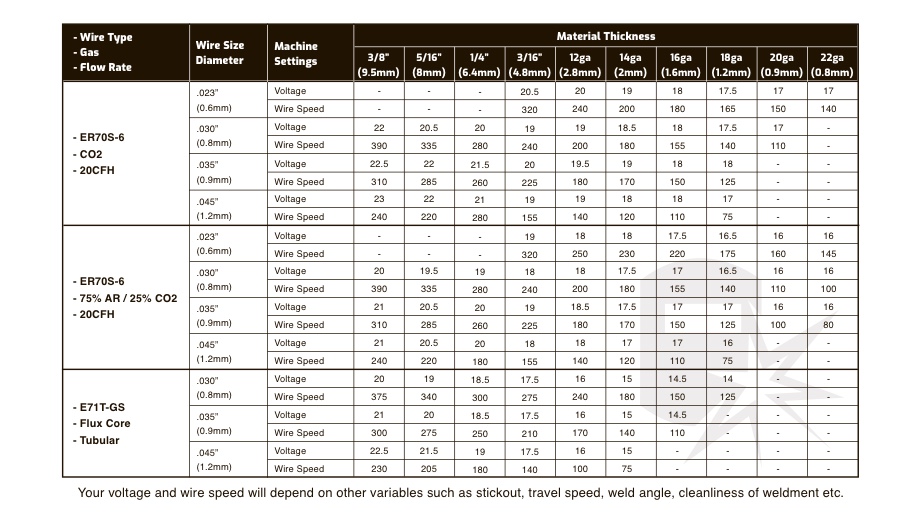
Die tabelle unten ist häufig gefunden in verbrauchs spec sheets und ist wert kopieren für referenz. Hier erfahren Sie, wie Sie die Bedienelemente an Ihrem Gerät einstellen und welches Gas Sie je nach Schweißprozess benötigen.
Verwandte lesen: MIG Schweißen Einstellungen–Wie man die richtigen parameter
Flux-Entkernt Draht
Mit „entkernt“ draht ermöglicht eine MIG schweißer zu überspringen die tank von CO2 oder argon und schweiß ohne Gas. Das liegt daran, dass der Drahtkern Inhaltsstoffe enthält, die das Schweißbad abschirmen.
Wie die Stabbeschichtungen ersetzt der Kern den Schutzgasbehälter. Dies ist besonders beim Schweißen im Freien hilfreich, da eine steife Brise ausreicht, um ein komprimiertes Gas zu verteilen. Der Prozess wird formal als Flux-Cored Arc Welding (FCAW) bezeichnet.
Fülldraht ermöglicht es einem Schweißer auch, Drähte mit höheren Stromstärken und größerem Durchmesser als Volldraht zu verwenden. Der Prozess wird weitgehend im strukturellen Schweißen im Freien verwendet. Während Fülldraht deutlich mehr kostet als fester MIG-Draht, müssen Sie sich nicht mit Gasbehältern auseinandersetzen oder warten, bis der Wind nachlässt, bevor Sie schweißen können.
Trotz der abschirmenden Zusätze ist Fülldraht dünn genug, um aus einer MIG-Pistole zu schießen. Und die Schlacke, die mit diesen Zutaten kommt, ist ein Bruchteil dessen, was im SMAW-Prozess erscheint.
Regulärer Fülldraht wird oft als Self-Shielded oder Innershield bezeichnet, ein Markenname, der von Lincoln Electric vertrieben wird. (Wenn daher kein Gastank verwendet wird, wird der Prozess formal als FCAW-S bezeichnet.)
Klassifizierung von Flusskerndrähten
Glücklicherweise unterscheidet sich der AWS-Standard für Flussdraht aus Kohlenstoffstahl (AWS A5.20) nur geringfügig vom MIG Solid Wire Code.
Anstelle von ER beginnt bei allen Fülldrähten die Zahl mit einem E (für Elektrode).
Und anstelle eines S für Volldraht sehen Sie entweder ein T für röhrenförmig oder C, was auf einen „zusammengesetzten“ Draht hinweist.
E70C-6 ist ein Beispiel für einen Allzweck-Fülldraht.
Die Zahl 7 in der Klassifizierung bezieht sich auf die Zugfestigkeit, multipliziert mit 10.000 (anstelle von 1.000 bei einem nicht gefüllten MIG-Draht).
0 zeigt die Schweißposition an. (Eine Null bedeutet, dass der Draht nur für horizontales oder flaches Schweißen geeignet ist.)
Einer der am häufigsten verwendeten Fülldrähte im Hochbau ist Lincoln Electrics Innershield 232 (auch bekannt als NR-232), der AWS E71T-8 entspricht.
Die Ziffer 1 zeigt an, dass der Draht in allen Positionen verwendet werden kann. Die 8 steht für niedrigen Wasserstoff, was an die gemeinsame Stabelektrode E7018 erinnert.
NR-232 ist beliebt, weil seine chemische Zusammensetzung die seismischen Anforderungen für Erdbebengebiete wie Kalifornien erfüllt. Auf der anderen Seite ist der Draht schwieriger zu bearbeiten als Drähte, die nicht die gleiche seismische Zähigkeit aufweisen.
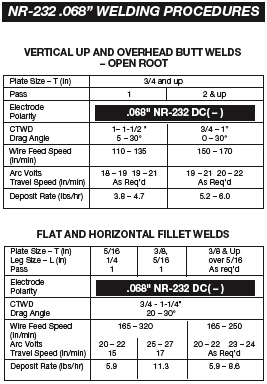
Die folgende Tabelle listet die empfohlenen Parameter für NR-232 auf („NR“ klingt laut wie „inner“, wodurch es leicht zu merken ist.)
Die Nummer .068 in der Tabelle ist der Durchmesser des Drahtes. Beachten Sie, dass die Polarität DCEN ist. Die Bezeichnung CTWD steht für „Contact tip to work distance“, was die Menge des Stroms beeinflusst, der sich durch das Gelenk bewegt. Der „Einlagensatz“ hilft dem Käufer zu berechnen, wie viel Draht für ein Projekt benötigt wird.
Verwendung von Schutzgas und Fülldraht zusammen
Wenn beim FCAW Druckgas beteiligt ist, wird das Schweißverfahren entweder als gas– oder doppelt geschirmtes Füllschweißen bezeichnet, da sowohl die Flussmittelbestandteile als auch das Druckgas die Abschirmung erzeugen. Die formale Bezeichnung lautet FCAW-G.
Hier ist ein komplizierteres Beispiel für einen Fülldraht, E71T-1C JH8, der wie folgt zusammenbricht:
- E – Elektrode
- 7 – Zugfestigkeit gemessen in Pfund pro Quadratzoll (PSI), multipliziert mit 10.000; in diesem Fall 70.000 PSI. Beachten Sie den Unterschied zu MIG, bei dem zwei Zahlen mit 1.000 multipliziert werden.
- 1-Alle-position schweißen fähigkeit
- T–Tubular draht
- 1–Dies ist eine draht schweißen spezifikation. Die Optionen reichen von 1 bis 14). Die 1 zeigt hier an, dass der Draht ein Rutilschlackensystem aufweist (was bedeutet, dass die chemischen Zusätze sauer sind). Rutilbeschichtungen bieten eine gute Schweißbarkeit (geringe Spritzer, gute Lichtbogenqualität und Schweißpfützenkontrolle), aber die mechanischen Eigenschaften gelten nicht als so robust wie ein grundlegendes Schlackensystem.
- C – Dieser Buchstabe zeigt an, dass der Draht CO2-Schutzgas benötigt. (M würde eine Argon/CO2-Schutzgasmischung anzeigen. )
- JH8 – Die letzten 3 sind optionale Codes.
- J – bezeichnet, dass die Elektrode die Anforderungen für eine verbesserte Zähigkeit erfüllt.
- H8 – bezeichnet die maximale Menge an diffundierbarem Wasserstoff, die der Draht enthalten kann. In diesem Beispiel sind weniger als 8 ml Wasserstoff pro 100 g Schweißgut zulässig. Je niedriger die Zahl, desto weniger Wasserstoff ist im Draht zulässig, und daher eine geringere Wahrscheinlichkeit für wasserstoffinduzierte Risse im endgültigen Schweißteil.
Dieser Code stammt aus der AWS-Norm A5.29 / A5.29M:2020 (Spezifikation für Elektroden aus niedriglegiertem Stahl für das Fülllichtbogenschweißen)
Related: Bester Fülldraht
Aufrunden
Wie Sie sehen können, dauert es eine Weile, bis die vielen Variablen, die bei der Auswahl des richtigen Drahtes eine Rolle spielen, erlernt sind.
Es ist eine gute Idee, sich zunächst auf die gängigsten Rod-Klassifikationen zu konzentrieren und den Rest des Arsenals im Laufe der Zeit zu absorbieren.
Als Einsteiger-Schweißer müssen Sie jedoch möglicherweise Verbrauchsmaterialien auf Lager haben oder leere Spulen auf MIG-Maschinen für erfahrene Veteranen ersetzen.
Daher ist die sorgfältige Auswahl und Lagerung von Drahtprodukten unerlässlich, um kostspielige Fehler zu Beginn eines Schweißvorgangs zu vermeiden.
Die American Welding Society bietet Handbücher zum Kauf an, aber die Kosten können unerschwinglich sein.
Erkundigen Sie sich bei Ihrer Schule oder Ihrem Arbeitsplatz, ob Sie auf ein Handbuch zugreifen und alle Informationen, die Sie in Ihrem Literaturordner ablegen müssen, fotokopieren können.