mig-svetstrådar
i Gasmetallbågsvetsning (GMAW) använder du inte en stickelektrod eller en fyllstång.
istället kommer allt du behöver för att sätta in en svets från en spole av metalltråd.
i denna svetsprocess, mer populärt känd som mig, ger en bensintank (vanligtvis CO2 eller argon) avskärmningen medan tråden smälter in i basmetallen.
numera är det den vanligaste processen för strukturell svetsning och produkttillverkning.
när en svetsare drar avtryckaren på sin mig-Pistol (visas nedan), flyttar en trådmatningsmaskin ut tråden genom ett mässingsmunstycke. Detta möjliggör exakt noggrannhet och en fri bild av vad som händer inuti fogen.

svetsning ur position är mycket lättare än med SMAW. Och eftersom spolen rymmer ungefär en mils värde av tråd, behöver du inte stanna och ladda om mycket ofta. (Termen mig står för övrigt för”metall inert gas”.
eftersom CO2 och O2 är reaktiva gaser är det dock mer exakt att säga MAG – metal active gas – när dessa gaser används.)
Trådklassificering
det finns två förbrukningsvaror att tänka på i GMAW – processen-gasen och tråden.
liksom stickelektroder finns det ett klassificeringssystem för de olika valen av mig-tråd som finns tillgänglig som hanteras av American Welding Society.
American Society of Mechanical Engineers har också en kod, men den är nästan identisk.
AWS-koden för solid ståltråd är känd som AWS A5.18.
här är vad klassificeringsnumret för en vanlig tråd för mjukt stål, ER70S-6, indikerar:
- ER – elektrisk stång
- 70 – detta två-eller tresiffriga tal representerar svetsmetallens minsta draghållfasthet, mätt i pund per kvadrattum (PSI) multiplicerat med 1000.
- s-fast tråd.
- 6-Detta nummer (med ibland en bokstav tillsatt) indikerar kemiska tillsatser som används i tråden som kan påverka polaritetsinställningen på maskinen.
6 indikerar i detta fall att fler deoxideringsmedel har lagts till tråden, vilket är användbart vid svetsning på smutsigt eller rostigt stål.
den andra allmänna typen av kolståltråd är ER70S-3. Den här har inte de tillsatta kemikalierna, så används främst på nytt eller rent stål.
de vanligaste aluminium mig-trådarna är ER5056, en mjuk tråd med god duktilitet och ER5356, som är hårdare och har hög draghållfasthet.
rostfritt stål mig-tråd innehåller beteckningar som ER308, ER316 och ER308–L. L står för low carbon, vilket ger extra korrosionsbeständighet.
tråddiameter
när en trådtyp har fastställts för din svetsutrustning behövs ytterligare två information för att köpa denna förbrukningsvara.
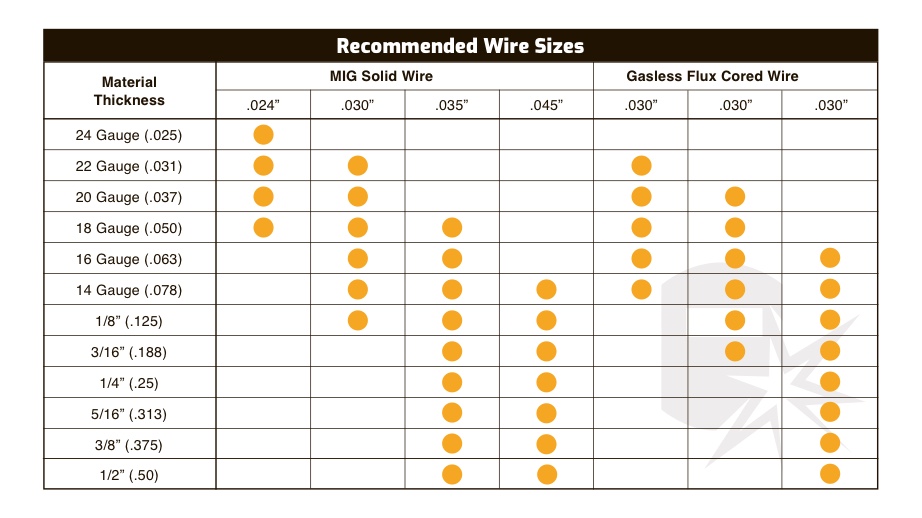
den första är tråddiametern, som vanligtvis ges i tusentals tum. De vanligaste storlekarna för svetsning på plåt är 0,35 och 0,45.
Trådkvantitet
vid köp av mig-tråd innebär ditt sista beslut mängden tråd och hur den är inrymd.
till exempel erbjuder Lincoln Electric ER70S-6 som en 44-pund spole eller en 1000-pund trumma.
självklart kommer trådmatningsmekanismen på svetsmaskinen att diktera vilket alternativ som väljs. (En liten icke-industriell mig-maskin använder en mycket mindre spole än du ser på bilden nedan.)
mig-tråd kan även beställas i ”TIG cut lengths”. Detta hänvisar till de tre fotsträngar som används vid TIG-svetsning. Diameterstorlekar i detta fall anges inte i decimaler utan snarare som normala TIG-stavstorlekar, såsom 1/16 eller 3/32.
relaterat: Bästa mig-tråd
Trådinställningar
tabellen nedan finns vanligtvis i Förbrukningsartiklar och är värt att kopiera som referens. Den berättar hur du ställer in kontrollerna på din utrustning och vilken gas du behöver, beroende på svetsprocessen.
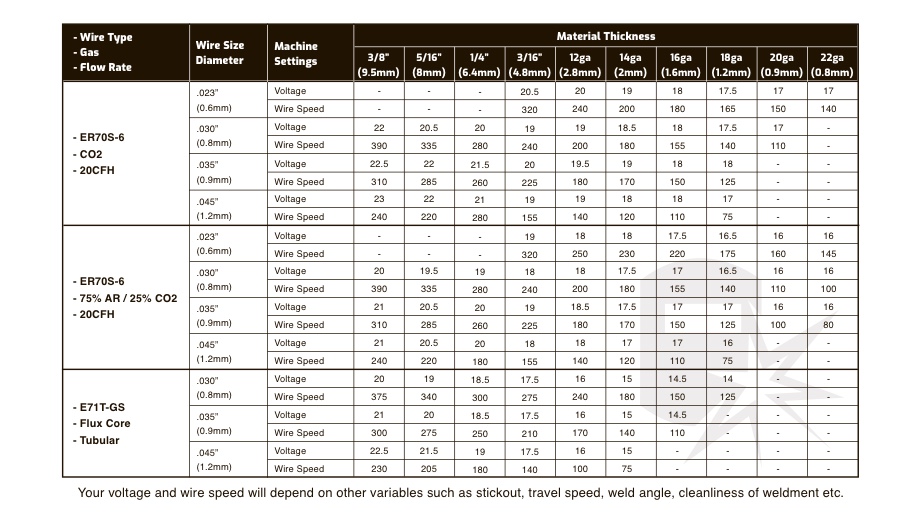
relaterad läsning: mig-Svetsinställningar – hur man ställer in rätt parametrar
Flux-Cored Wire
med ”cored” wire kan en MIG-svetsare hoppa över tanken på CO2 eller argon och svetsa utan gas. Det beror på att trådkärnan innehåller ingredienser som gör jobbet med att skydda svetsbassängen.
liksom stickstavbeläggningar ersätter kärnan tanken med skyddsgas. Detta är särskilt användbart vid svetsning utomhus eftersom en hård bris räcker för att sprida en komprimerad gas. Processen är formellt känd som Flux-Cored Arc Welding (FCAW).
Fluxkärnad tråd gör det också möjligt för en svetsare att använda högre strömstyrka och ledningar med större diameter än fast tråd. Processen används i stor utsträckning vid strukturell svetsning utomhus. Medan kärntråd kostar betydligt mer än solid mig-tråd, behöver du inte ta itu med tankar av gas eller vänta på att vinden ska dö ner innan du kan svetsa.
trots avskärmningstillsatserna är fluxkärnad tråd mager nog att skjuta ut ur en mig-Pistol. Och slaggen som kommer med dessa ingredienser är en bråkdel av vad som visas i SMAW-processen.
vanlig fluxkärnad tråd kallas ofta Självskärmad eller Innershield, vilket är ett varumärke som säljs av Lincoln Electric. (Därför, när ingen bensintank används, är processen formellt känd som FCAW-S.)
Flux Core Wire klassificering
barmhärtigt, AWS-standarden för kolstål fluxkärnad tråd (AWS A5.20) varierar bara något från mig solid wire-koden.
istället för ER börjar en e (för elektrod) numret för all flödeskärnad tråd.
och istället för en S för solid tråd ser du antingen en T för rörformig eller C, vilket indikerar en ”komposit” tråd.
E70C-6 är ett exempel på en allmän fluxkärnad tråd.
siffran 7 i klassificeringen avser draghållfasthet multiplicerad med 10 000 (i stället för 1 000 för en icke-kärnad mig-tråd).
0 anger svetspositionen. (En noll betyder att tråden bara är bra för horisontell eller platt svetsning.)
en av de mest använda fluxkärnade ledningarna i byggnadskonstruktion är Lincoln Electrics Innershield 232, (aka NR-232), som överensstämmer med AWS E71T-8.
siffran 1 indikerar att kabeln kan användas i alla lägen. 8 betyder lågt väte, vilket påminner om den vanliga stickelektroden E7018.
NR-232 är populärt eftersom dess kemiska sammansättning uppfyller seismiska krav för jordbävningszoner som Kalifornien. På nackdelen är tråden svårare att arbeta med än ledningar som inte har samma nivå av seismisk seghet.
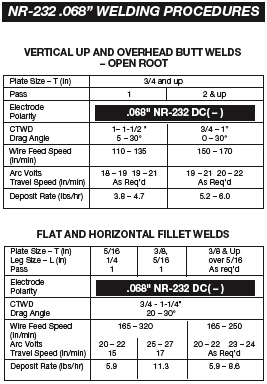
diagrammet nedan visar rekommenderade parametrar för NR-232 (”NR ”sa högt låter som” inre”, vilket gör det lätt att komma ihåg.)
numret .068 i diagrammet är trådens diameter. Observera att polariteten är DCEN. Beteckningen CTWD står för” kontaktspets till arbetsavstånd”, vilket påverkar mängden ström som rör sig genom fogen. ”Insättningsräntan” hjälper köparen att beräkna hur mycket tråd som behövs för ett projekt.
använda skyddsgas och Flusskärnad tråd tillsammans
när komprimerad gas är involverad i FCAW, är svetsprocessen känd som antingen Gasskärmad eller dubbelskärmad Flusskärnad svetsning, eftersom både flussingredienserna och komprimerad gas producerar skärmen. Den formella beteckningen är FCAW-G.
här är ett mer komplicerat exempel på en fluxkärnad tråd, E71T-1C JH8, som bryts ner så här:
- E-elektrod
- 7-draghållfasthet mätt i pund per kvadrattum (PSI) multiplicerat med 10 000; i detta fall 70 000 PSI. Notera skillnaden med mig, som använder två tal multiplicerat med 1000.
- 1-all-position svetskapacitet
- t – tubulär tråd
- 1 – Detta är en trådanvändbarhetsspecifikation. Alternativen varierar från 1 till 14). 1 här indikerar att tråden har ett rutilslaggsystem (vilket innebär att de kemiska tillsatserna är sura). Rutilbeläggningar ger god svetsbarhet (låg sprut, bra bågkvalitet och svetspölkontroll), men de mekaniska egenskaperna anses inte vara lika robusta som ett grundläggande slaggsystem.
- C-detta brev indikerar att tråden kräver CO2-skyddsgas. (M skulle indikera en argon / CO2-skyddsgasblandning. )
- JH8 – de sista 3 är valfria koder.
- J-anger att elektroden uppfyller kraven för förbättrad seghet.
- H8-anger den maximala mängd diffusibelt väte som tråden kan innehålla. I detta exempel är mindre än 8 ml väte tillåtet för varje 100 g svetsmetall. Ju lägre antal, desto mindre väte tillåtet i tråden, och därför en lägre chans för väteinducerad sprickbildning i den slutliga svetsningen.
denna kod är hämtad från AWS standard A5. 29 / A5.29M:2020 (specifikation för låglegerade Stålelektroder för Fluxkärnad bågsvetsning)
relaterad: Bästa Flux Cored Wire
avrundning upp
som du kan se kommer de många variablerna som är involverade i att välja rätt tråd att ta ett tag att lära sig.
det är bra att fokusera på de vanligaste stavklassificeringarna först och absorbera resten av arsenalen över tiden.
som sagt, som en nybörjarsvetsare, kan du dock hitta dig själv att behöva lagra förbrukningsvaror eller byta ut tomma spolar på mig-maskiner för erfarna veteraner.
så att utöva due diligence korrekt välja och lagra trådprodukter är viktigt för att förhindra kostsamma misstag när en svetsoperation börjar.
American Welding Society har handböcker att köpa, men kostnaden kan vara oöverkomlig.
Kontrollera med din skola eller arbetsplats för att se om du kan komma åt en handbok och kopiera all information du behöver placera i ditt litteraturbindemedel.