MIG hegesztőhuzalok
a Gázfém ívhegesztésben (GMAW) nem fog Bot elektródát vagy töltő rudat használni.
ehelyett minden, amire szükség van a hegesztés letétbe helyezéséhez, egy fémhuzal orsóból származik.
ebben a hegesztési folyamatban, közismertebb nevén MIG, egy gáztartály (jellemzően CO2 vagy argon) biztosítja az árnyékolást, miközben a huzal megolvad az alapfémbe.
manapság ez a leggyakoribb folyamat a szerkezeti hegesztéshez és a termékgyártáshoz.
amikor egy hegesztő meghúzza a ravaszt a MIG fegyverén (az alábbiakban látható), egy huzaladagoló gép előreviszi a huzalt egy sárgaréz fúvókán keresztül. Ez lehetővé teszi a pontos pontosságot és akadálytalan képet arról, hogy mi történik az ízületen belül.

a pozícióból történő hegesztés sokkal könnyebb, mint a SMAW-val. És mivel az orsó körülbelül egy mérföldnyi drótot tartalmaz, nem kell túl gyakran megállnia és újratöltenie. (A MiG kifejezés egyébként a “fém inert gázt”jelenti.
mivel azonban a CO2 és az O2 reaktív gázok, pontosabb azt mondani MAG – fém aktív gáz – amikor ezeket a gázokat használják.)
huzal osztályozás
a GMAW folyamatban két fogyóeszközt kell figyelembe venni – a gázt és a vezetéket.
a bot elektródákhoz hasonlóan létezik egy osztályozási rendszer a rendelkezésre álló MIG huzal különböző választásaihoz, amelyet az American Welding Society kezel.
az amerikai gépészmérnökök Társaságának is van egy kódja, de közel azonos.
a tömör acélhuzal AWS kódja AWS A5.18 néven ismert.
itt van, amit az osztályozási szám egy közös huzal lágyacél, ER70S-6, jelzi:
- ER – elektromos rúd
- 70 – Ez a két-vagy háromjegyű szám a hegesztési fém minimális szakítószilárdságát jelenti, Font / négyzet hüvelykben (PSI) mérve, szorozva 1000-rel.
- S – szilárd huzal.
- 6 – Ez a szám (néha betűvel kiegészítve) a huzalban használt kémiai adalékokat jelzi, amelyek befolyásolhatják a készülék polaritásának beállítását.
a 6 ebben az esetben azt jelzi, hogy több deoxidizátort adtak a huzalhoz, ami hasznos piszkos vagy rozsdás acél hegesztésekor.
a másik általános célú szénacél huzal típus ER70S-3. Ez nem tartalmaz hozzáadott vegyszereket, ezért elsősorban új vagy tiszta acélon használják.
a leggyakrabban használt alumínium MiG huzalok az ER5056, a jó hajlékonyságú puha huzal és az ER5356, amely keményebb és nagy szakítószilárdságú.
a rozsdamentes acél MiG huzal olyan megnevezéseket tartalmaz, mint az ER308, ER316 és ER308–L. az L az alacsony szén-dioxid-kibocsátást jelenti, amely extra korrózióállóságot biztosít.
Huzalátmérő
miután meghatározták a huzal típusát a hegesztőberendezéshez, két további információra van szükség a fogyóeszköz megvásárlásához.
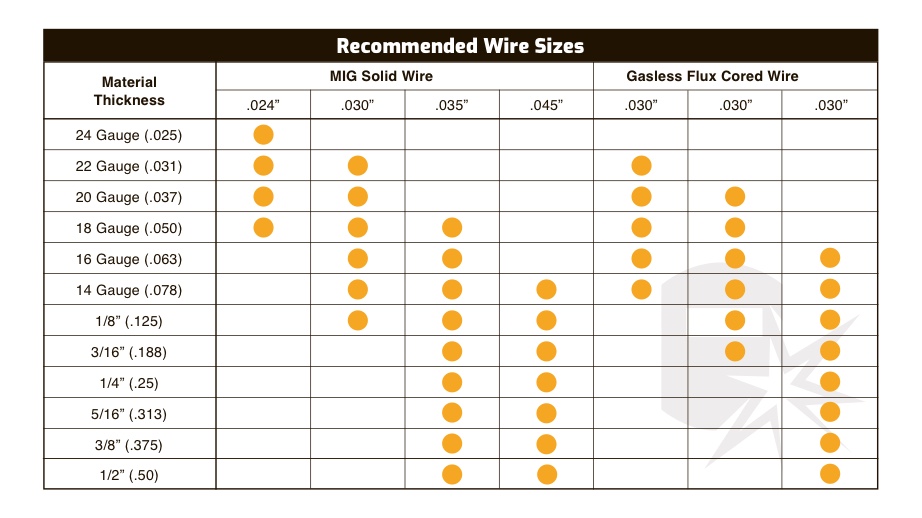
az első a huzal átmérője, amelyet általában ezer hüvelykben adnak meg. A fémlemez hegesztésének leggyakoribb méretei 0,35 és 0,45.
Huzalmennyiség
a MIG huzalvásárlás során az utolsó döntése magában foglalja a huzal mennyiségét és annak elhelyezését.
például a Lincoln Electric er70s-6-ot kínál 44 font orsóként vagy 1000 font dobként.
nyilvánvaló, hogy a hegesztőgép huzaladagoló mechanizmusa diktálja, hogy melyik opciót választja. (Egy kis, nem ipari MIG gép sokkal kisebb orsót használ, mint az alábbi képen látható.)
a MIG huzal “TIG vágott hosszúságban”is megrendelhető. Ez a TIG hegesztéshez használt három lábú szálakra vonatkozik. Az átmérőméretek ebben az esetben nem tizedesjegyekben vannak megadva, hanem normál tig rúdméretekként, például 1/16 vagy 3/32.
kapcsolódó: Legjobb Mig huzal
Huzalbeállítások
az alábbi táblázat általában megtalálható a fogyóeszközök specifikációiban, ezért érdemes másolni referenciaként. Megmutatja, hogyan kell beállítani a berendezés vezérlőit, és milyen gázra van szüksége, a hegesztési folyamattól függően.
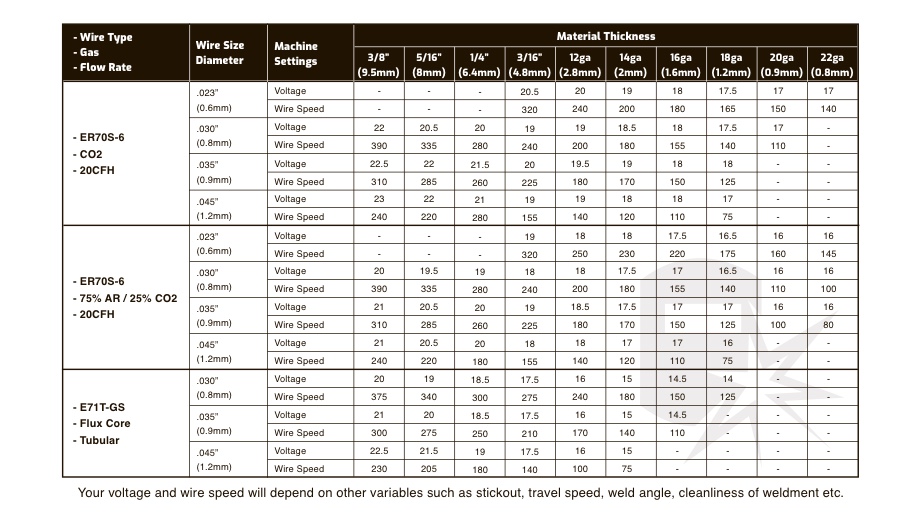
kapcsolódó olvasmány: Mig hegesztési Beállítások-hogyan kell beállítani a megfelelő paramétereket
Flux – Cored Wire
a “cored” huzal lehetővé teszi a MIG hegesztő, hogy kihagyja a tartály CO2 vagy argon és hegeszteni gáz nélkül. Ennek oka az, hogy a huzalmag olyan összetevőket tartalmaz, amelyek a hegesztési medence árnyékolását végzik.
mint a botrúd bevonatok, a mag helyettesíti az árnyékoló gáz tartályát. Ez különösen akkor hasznos, ha szabadban hegesztünk, mivel a kemény szellő elegendő a sűrített gáz diszpergálásához. Az eljárást formálisan Fluxusmagos Ívhegesztésnek (FCAW) nevezik.
a Fluxusmagos huzal lehetővé teszi a hegesztő számára, hogy nagyobb áramerősséget és nagyobb átmérőjű huzalokat használjon, mint a szilárd huzal. Az eljárást széles körben használják a szabadban történő szerkezeti hegesztésben. Míg a maghuzal lényegesen többe kerül, mint a szilárd MiG huzal, a hegesztés előtt nem kell gáztartályokkal foglalkoznia, vagy meg kell várnia, amíg a szél elmúlik.
az árnyékoló adalékanyagok ellenére a fluxusmagú huzal elég vékony ahhoz, hogy kilőjön egy MIG fegyverből. És a salak, ami ezekkel az összetevőkkel jár, töredéke annak, ami a SMAW folyamatban megjelenik.
a szokásos fluxusmagú huzalt gyakran önálló árnyékolásnak vagy Innershield-nek nevezik, amely a Lincoln Electric által forgalmazott márkanév. (Ezért, ha nem használnak gáztartályt, az eljárást formálisan FCAW-S néven ismerik.)
Flux Core Wire osztályozás
szerencsére a szénacél fluxusmagos huzalra vonatkozó AWS szabvány (AWS A5.20) csak kissé változik a MiG szilárd huzal kódjától.
ER helyett egy e (elektródához) kezdi a számot az összes fluxusmagú huzal esetében.
a szilárd huzalra vonatkozó S helyett vagy egy T, vagy C jelenik meg, amely egy “kompozit” vezetéket jelez.
az E70C-6 egy példa egy általános célú fluxusmagú huzalra.
az osztályozásban szereplő 7-es szám a szakítószilárdságra vonatkozik, szorozva 10 000-rel (nem magos MiG huzal esetén 1000 helyett).
0 jelzi a hegesztési helyzetet. (A nulla azt jelenti, hogy a huzal csak vízszintes vagy lapos hegesztéshez használható.)
az épületépítésben az egyik leggyakrabban használt fluxusmagos vezeték a Lincoln Electric Innershield 232, (más néven NR-232), amely megfelel az AWS E71T-8-nak.
az 1.számjegy azt jelzi, hogy a huzal minden helyzetben használható. A 8 alacsony hidrogént jelent, ami az e7018 közös botelektródára emlékeztet.
az NR-232 azért népszerű, mert kémiai összetétele megfelel az olyan földrengési zónák szeizmikus követelményeinek, mint Kalifornia. A hátránya, hogy a huzallal nehezebb dolgozni, mint azokkal a vezetékekkel, amelyek nem rendelkeznek azonos szeizmikus szívóssággal.
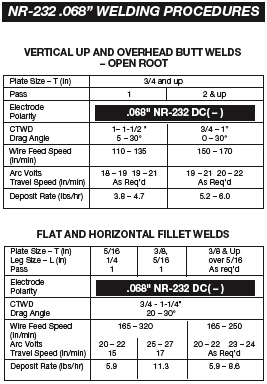
az alábbi táblázat felsorolja ajánlott paraméterek NR-232 (“NR” mondta hangosan hangzik, mint a “belső”, ami könnyen megjegyezhető.)
a szám .068 a diagramban a huzal átmérője. Figyelje meg, hogy a polaritás DCEN. A CTWD megnevezés az “érintkezési csúcs a munka távolságához” kifejezést jelenti, amely befolyásolja az ízületen áthaladó áram mennyiségét. A” betéti kamatláb ” segít a Vásárlónak kiszámítani, hogy mennyi vezetékre lesz szükség egy projekthez.
árnyékoló gáz és Fluxusmagos huzal együttes használata
amikor sűrített gáz vesz részt az FCAW – ban, a hegesztési eljárást Gázárnyékolt vagy kettős árnyékolt Fluxusmagos hegesztésnek nevezik, mivel mind a fluxus összetevők, mind a sűrített gáz előállítja a pajzsot. A hivatalos megnevezés az FCAW-G.
íme egy bonyolultabb példa a fluxusmagú huzalra, E71T – 1C JH8, amely így bomlik le:
- E-elektróda
- 7-szakítószilárdság Font / négyzet hüvelykben (PSI) mérve, szorozva 10 000-rel; ebben az esetben 70 000 PSI. Vegye figyelembe a különbséget a MIG-vel, amely két számot szoroz 1000-gyel.
- 1 – All-position hegesztési képesség
- T – Tubular wire
- 1 – Ez egy huzal használhatósági specifikáció. Az opciók 1-től 14-ig terjednek). Az 1 itt azt jelzi, hogy a huzal rutil salakrendszerrel rendelkezik (ami azt jelenti, hogy a kémiai adalékanyagok savasak). A rutil bevonatok jó hegeszthetőséget biztosítanak (alacsony fröccsenés, jó ívminőség és hegesztési pocsolya vezérlés), de a mechanikai tulajdonságok nem tekinthetők olyan robusztusnak, mint egy alapvető salakrendszer.
- C-Ez a levél azt jelzi, hogy a huzal CO2 árnyékoló gázt igényel. (M jelezné argon / CO2 árnyékoló gáz keverék. )
- JH8 – az utolsó 3 opcionális kód.
- J – jelzi, hogy az elektróda megfelel a jobb szívósság követelményeinek.
- H8-a diffúziós hidrogén maximális mennyiségét jelöli, amelyet a huzal tartalmazhat. Ebben a példában kevesebb, mint 8 ml hidrogén megengedett minden 100 g hegesztési fémre. Minél alacsonyabb a szám, annál kevesebb hidrogén megengedett a huzalban, ezért kisebb az esélye a hidrogén által kiváltott repedésnek a végső hegesztésben.
ez a kód az AWS A5.29/A5.29M:2020 szabványból származik (alacsony ötvözetű acél elektródák specifikációja Fluxusmagos ívhegesztéshez)
kapcsolódó: A legjobb Fluxusmagos huzal
felfelé kerekítés
mint látható, a megfelelő huzal kiválasztásában részt vevő sok változó eltart egy ideig.
jó ötlet először a leggyakoribb rúdosztályokra összpontosítani, és idővel elnyelni az arzenál többi részét.
ez azt jelenti, hogy belépő szintű hegesztőként előfordulhat, hogy fogyóeszközöket kell tárolnia, vagy ki kell cserélnie az üres orsókat a MiG gépeken tapasztalt veteránok számára.
ezért a huzaltermékek helyes kiválasztása és tárolása elengedhetetlen a költséges hibák megelőzéséhez a hegesztési művelet megkezdésekor.
az American Welding Society rendelkezik kézikönyvekkel, amelyek megvásárolhatók, de a költségek megfizethetetlenek lehetnek.
kérdezze meg iskoláját vagy munkahelyét, hogy hozzáférhet-e a kézikönyvhez, és fénymásolja-e azokat az információkat, amelyeket el kell helyeznie az irodalmi iratgyűjtőbe.