MIG Welding Wires
in Gas Metal Arc Welding (GMAW), you won ’ t be using a stick electrode or a filler rod.
sen sijaan kaikki, mitä hitsin tallettamiseen tarvitaan, tulee metallilangasta.
tässä hitsausprosessissa, joka tunnetaan paremmin nimellä MIG, kaasusäiliö (tyypillisesti CO2 tai argon) antaa suojan langan sulaessa epäjaloon metalliin.
nykyään se on yleisin rakennehitsauksen ja tuotteiden valmistuksen prosessi.
kun hitsaaja vetää mig-aseensa liipaisinta (kuvassa alla), johdinsyöttökone työntää vaijerin ulos messinkisuuttimen kautta. Tämä mahdollistaa tarkan tarkkuuden ja esteettömän näkymän siitä, mitä liitoksen sisällä tapahtuu.

hitsaus pois asennosta on paljon helpompaa kuin SMAW: lla. Ja koska Kelaan mahtuu noin kilometrin verran johtoa, ei tarvitse pysähtyä lataamaan kovin usein. (Termi MIG muuten tarkoittaa ”metalli inertti kaasu”.
koska CO2 ja O2 ovat reaktiivisia kaasuja, on kuitenkin tarkempaa sanoa MAG – metalli aktiivinen Kaasu – kun näitä kaasuja käytetään.)
Lankaluokitus
GMAW – prosessissa on otettava huomioon kaksi kulutustavaraa: kaasu ja lanka.
tikkuelektrodien tapaan MIG-langan eri valinnoille on olemassa luokittelujärjestelmä, jota hallinnoi American Welding Society.
American Society of Mechanical Engineersillä on myös koodi, mutta se on lähes identtinen.
kiinteän teräslangan AWS-koodi tunnetaan nimellä AWS A5. 18.
näin kertoo teräslangan luokitusnumero ER70S-6:
- ER – Sähkötanko
- 70 – tämä kaksi-tai kolminumeroinen luku edustaa hitsausmetallin vähimmäisvetolujuutta mitattuna paunoina neliötuumaa kohti (PSI) kerrottuna 1 000: lla.
- s-Umpilanka.
- 6-Tämä numero (johon on joskus lisätty kirjain) kertoo langassa käytetyistä kemiallisista lisäaineista, jotka voivat vaikuttaa koneen napaisuusasetukseen.
6, tässä tapauksessa, osoittaa, että lankaan on lisätty enemmän deoksidaattoreita, mikä on hyödyllistä hitsattaessa likaista tai ruosteista terästä.
toinen yleiskäyttöinen hiiliteräslankatyyppi on ER70S-3. Tässä ei ole lisättyjä kemikaaleja, joten käytetään ensisijaisesti uutta tai puhdasta terästä.
yleisimmin käytetyt alumiiniset mig-johdot ovat er5056, pehmeä lanka, jolla on hyvä sitkeys, ja ER5356, joka on kovempi ja jolla on suuri vetolujuus.
ruostumattomasta teräksestä valmistettu mig–Lanka sisältää nimityksiä, kuten ER308, ER316 ja ER308-L. L tarkoittaa vähähiilistä, mikä antaa lisää korroosionkestävyyttä.
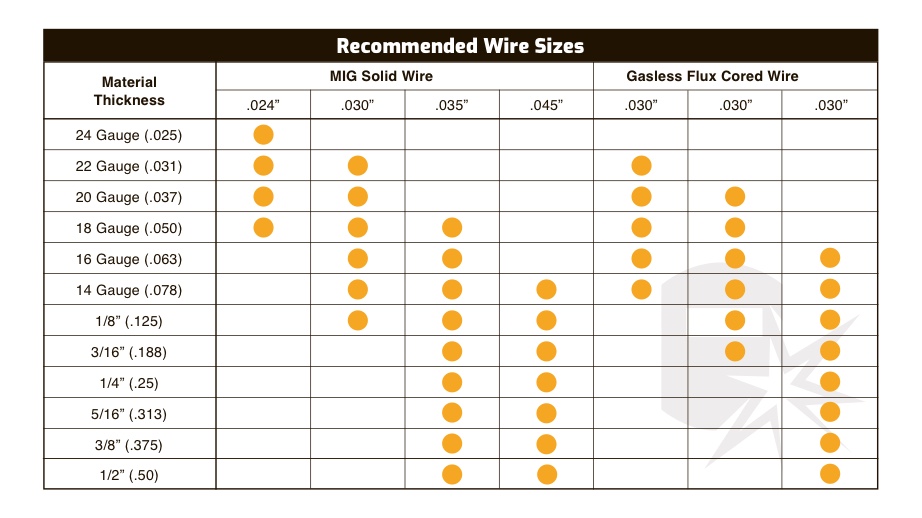
langan läpimitta
kun hitsauslaitteillesi on määritetty johtotyyppi, tarvitaan kaksi lisätietoa tämän kulutustavaran ostamiseksi.
ensimmäinen on langan läpimitta, joka ilmoitetaan yleensä tuhansina tuumina. Yleisimmät koot peltien hitsauksessa ovat 0,35 ja 0,45.
langan määrä
tehdessäsi mig-lankaostoksen, viimeinen päätöksesi koskee langan määrää ja sen säilytystapaa.
esimerkiksi Lincoln Electric tarjoaa ER70S-6: ta 44-kiloisena Kelana tai 1 000-kiloisena rumpuna.
on selvää, että hitsauskoneen langansyöttömekanismi määrää, kumpi vaihtoehto valitaan. (Pieni ei-teollinen mig-kone käyttää paljon pienempää kelaa kuin alla olevassa kuvassa.)
MIG-johtoja voi tilata myös ”TIG cut pituudet”. Tällä tarkoitetaan TIG-hitsauksessa käytettäviä kolmen jalan säikeitä. Läpimitan kokoja ei tässä tapauksessa ilmoiteta desimaaleina, vaan normaaleina Tig-sauvakokoina, kuten 1/16 tai 3/32.
liittyvät: Paras MIG Wire
Wire Settings
alla oleva taulukko löytyy yleisesti kuluvista spec-arkeista ja se kannattaa kopioida viitteeksi. Se kertoo, miten laitteen säätimet asetetaan ja mitä kaasua tarvitset hitsausprosessista riippuen.
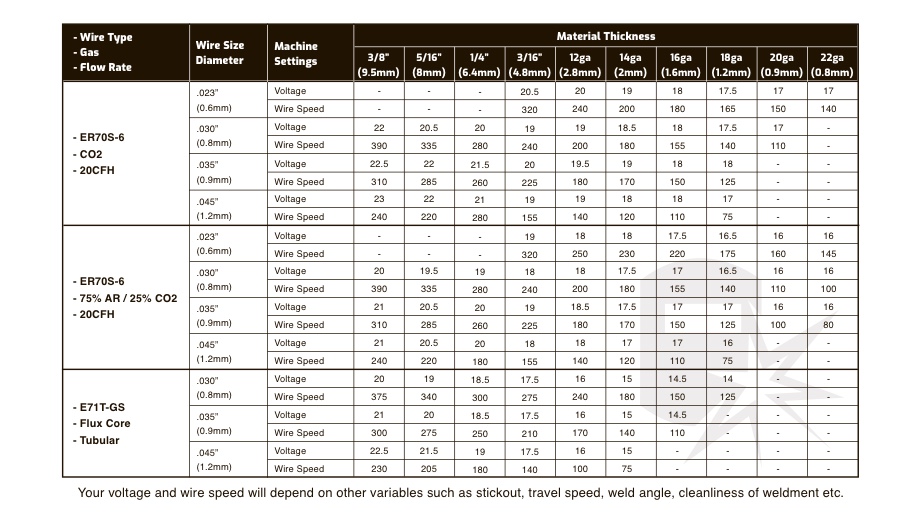
aiheeseen liittyvä Lue: MIG – Hitsausasetukset-oikeiden parametrien asettaminen
Flux-täytelanka
käyttämällä ”täytelankaa” MIG-hitsaaja voi ohittaa CO2-tai argon-säiliön ja hitsata ilman kaasua. Tämä johtuu siitä, että johtosydän sisältää ainesosia, jotka tekevät työtä hitsausallas.
tikkutangon pinnoitteiden tavoin ydin korvaa suojakaasusäiliön. Tämä on erityisen hyödyllistä hitsattaessa ulkona, koska kova tuuli riittää hajottamaan paineistettua kaasua. Prosessi tunnetaan muodollisesti nimellä Flux-Cored Arc Welding (FCAW).
Flux-täytelanka mahdollistaa myös hitsaajan käyttää suurempia ampeereja ja suurempia halkaisijaltaan olevia johtoja kuin kiinteä Lanka. Prosessia käytetään laajasti rakennehitsauksessa ulkona. Vaikka täytelanka maksaa huomattavasti enemmän kuin kiinteä MIG-Lanka, sinun ei tarvitse käsitellä kaasusäiliöitä tai odottaa tuulen hiipumista ennen kuin voit hitsata.
suojauslisäaineista huolimatta flux-cored-johto on niin laiha, että sillä voi ampua MIG-aseella. Ja kuona, joka tulee niiden ainesosien mukana, on murto-osa siitä, mitä SMAW-prosessissa esiintyy.
säännöllistä flux-täytelankaa kutsutaan usein Self-Shieldediksi tai Innershieldiksi, joka on Lincoln Electricin myymä tuotenimi. (Näin ollen, kun kaasusäiliötä ei käytetä, prosessi tunnetaan muodollisesti nimellä FCAW-S.)
Vuonoydinlangan luokitus
onneksi hiiliteräksen vuonoydinlangan AWS-standardi (AWS A5.20) eroaa vain hieman mig-solid wire-koodista.
ER: n sijasta e (elektrodille) aloittaa luvun, jos kyseessä on kaikki vuoksiuurrettu Lanka.
ja umpilangan S: n sijasta putkilangassa on joko T tai C, joka ilmaisee ”komposiittilankaa”.
E70C-6 on esimerkki yleiskäyttöön tarkoitetusta vuoksilangasta.
luokituksen numero 7 viittaa vetolujuuteen kerrottuna 10 000: lla (eikä 1 000: lla, jos kyseessä on kuorimaton mig-Lanka).
0 ilmoittaa hitsausasennon. (Nolla tarkoittaa lanka on vain hyvä vaaka-tai tasainen hitsaus.)
yksi useimmin käytetyistä talonrakentamisessa käytetyistä vuoksilangoista on Lincoln Electricin Innershield 232, eli nr-232, joka on AWS E71T-8: n mukainen.
numero 1 osoittaa, että johtoa voidaan käyttää kaikissa asennoissa. 8 tarkoittaa alhaista vetyä, mikä tuo mieleen yhteisen tikkuelektrodin E7018.
nr-232 on suosittu, koska sen kemiallinen koostumus täyttää maanjäristysalueiden kuten Kalifornian seismiset vaatimukset. Haittapuolena, lanka on vaikeampi työskennellä kuin johdot, jotka eivät ole samalla tasolla seismisiä sitkeys.
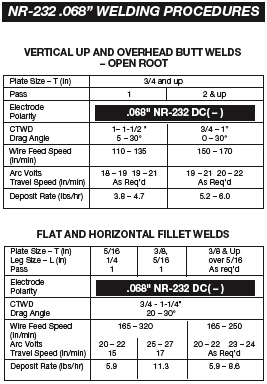
alla oleva kaavio listaa suositellut parametrit nr-232: lle (ääneen sanottu”nr” kuulostaa ”sisäiseltä”, minkä vuoksi se on helppo muistaa.)
the number .Kaaviossa 068 on langan läpimitta. Huomatkaa, että napaisuus on DCEN. Nimitys CTWD tulee sanoista ”contact tip to work distance”, joka vaikuttaa liitoksen läpi kulkevan virran määrään. ”Talletuskorko” auttaa ostajaa laskemaan, kuinka paljon rautalankaa projektiin tarvitaan.
käyttämällä suojakaasua ja Flux – Täytelankaa yhdessä
kun paineistettu kaasu on mukana FCAW-hitsauksessa, hitsausprosessia kutsutaan joko Kaasusuojatuksi tai Kaksoissuojatuksi Flux-Täytehitsaukseksi, koska sekä flux-ainesosat että puristettu kaasu tuottavat suojan. Muodollinen nimitys on FCAW-G.
tässä mutkikkaampi esimerkki vuoksilangasta, E71T-1C JH8, joka hajoaa näin:
- E-elektrodi
- 7-vetolujuus mitattuna paunoina neliötuumaa kohti (PSI) kerrottuna 10 000: lla; tässä tapauksessa 70 000 PSI. Huomaa ero migiin, jossa käytetään kahta lukua kerrottuna 1000: lla.
- 1-Yleisasentoinen hitsauskyky
- t – Putkilanka
- 1 – Tämä on langan käytettävyysmääritelmä. Vaihtoehdot vaihtelevat 1-14). Tässä oleva 1 osoittaa, että johdossa on rutiilikuonajärjestelmä (eli kemialliset lisäaineet ovat happamia). Rutiilipinnoitteet tarjoavat hyvän hitsattavuuden (Alhainen roiskejälaatu, hyvä kaaren laatu ja hitsauslammikon hallinta), mutta mekaanisia ominaisuuksia ei pidetä yhtä vankkoina kuin peruskuonajärjestelmää.
- C-tämä kirjain osoittaa, että johto vaatii CO2-suojakaasua. (M viittaa argon / CO2 – suojakaasusekoitukseen. )
- JH8 – viimeiset 3 ovat valinnaisia koodeja.
- J-tarkoittaa, että elektrodi täyttää paremman sitkeyden vaatimukset.
- H8-tarkoittaa suurinta määrää diffusoituvaa vetyä, jota Lanka voi sisältää. Tässä esimerkissä sallitaan alle 8 ml vetyä jokaista 100 g: aa hitsausmetallia kohti. Mitä pienempi luku, sitä vähemmän vetyä johdossa sallitaan, ja siten pienempi mahdollisuus vedyn aiheuttamaan halkeiluun lopullisessa hitsauksessa.
tämä koodi on otettu AWS-standardista A5.29/A5. 29m: 2020 (eritelmä Matalaseosteisille Teräselektrodeille Flux Cored-kaarihitsausta varten)
: Paras Flux Cored Wire
pyöristämällä se ylös
kuten näette, oikean langan valintaan liittyvien monien muuttujien oppiminen vie aikaa.
kannattaa aluksi keskittyä yleisimpiin sauvaluokituksiin ja omaksua loppu arsenaali ajan myötä.
tämä sanoi, koska lähtötason hitsaaja, kuitenkin, saatat joutua varastoimaan kulutushyödykkeet tai korvata tyhjiä kelat mig koneita kokenut veteraaneja.
näin ollen lankatuotteiden oikea valinta ja varastointi on välttämätöntä kalliiden virheiden välttämiseksi hitsauksen alkaessa.
American Welding Society-yhtiöllä on ostettavissa käsikirjoja, mutta kustannukset voivat olla kohtuuttomia.
Tarkista koulultasi tai työpaikaltasi, voitko käyttää käsikirjaa ja ottaa valokopiot kirjallisuuskansioon tarvittavista tiedoista.