schakel JavaScript in om deze video te bekijken en overweeg om te upgraden naar een webbrowser die HTML5-video ondersteunt
hoe te lassen stroomsterkte selecteren?
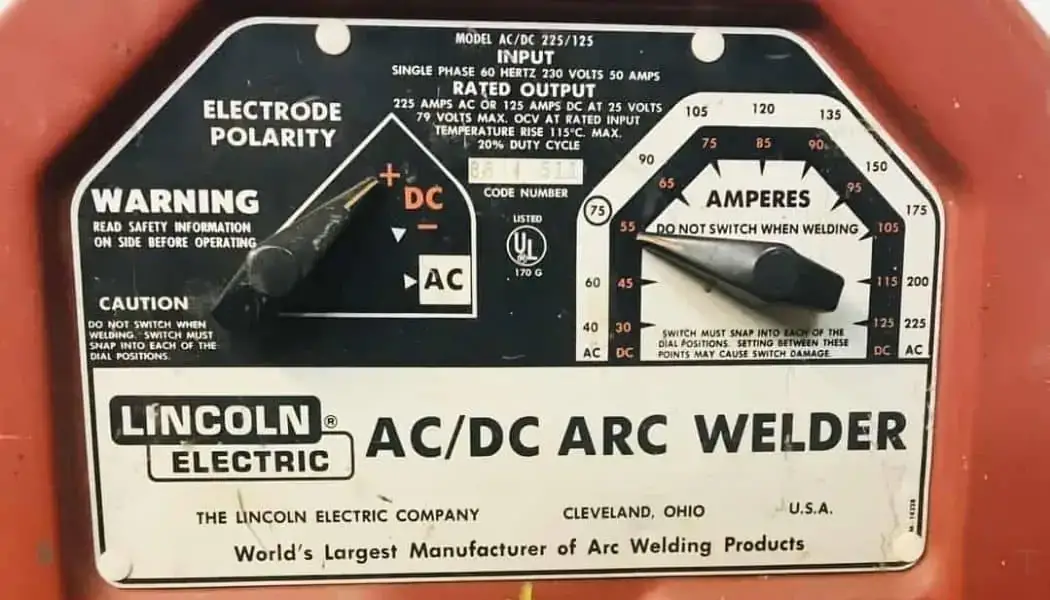
proberen alle wijzerplaten en digitale uitlezingen op de lasmachine te begrijpen, kan intimiderend zijn. De weinige bedieningselementen op een stick-lasmachine zullen eenvoudiger zijn dan op een TIG-machine. Een top-end TIG machine kan maar liefst 20 control knoppen voor verschillende instellingen.
Sticklassers, MIG-Lassers en TIG-lassers hebben allemaal verschillende bedieningselementen aan de voorkant van de machine. Deze moeten het stroomniveau aanpassen dat nodig is voor een Las.
maar hoe weet u op welke lasstroom-of spanningsinstelling de machine moet worden ingesteld?
het instellen van de stroomsterkte op een lasmachine, of Stick (SMAW), MIG (GMAW)(*gebruikt meestal spanningsinstelling) of TIG (GTAW), hangt af van enkele belangrijke variabelen zoals toepassing en basismateriaal, lasproces en elektrode.
zodra u deze drie hoofdvariabelen bepaalt, kunt u uw lasmachine instellen en beginnen met het leggen van een laskraal. In dit artikel, zullen we deze drie variabelen in de diepte te bespreken, en ook een aantal “pro tips” langs de weg!
- Lastoepassing en basismateriaal
- Lastoepassing
- basismateriaal
- Hoe kan het type materiaal de keuze van stroomsterkte beïnvloeden?
- stroomsterkte selectie bij het lassen van Aluminium
- Staaflasstroomsterkte voor verschillende staaldiktes
- Staaflassen: overschakelen van een dun werkstuk naar een dik werkstuk
- lasproces en stroomsterkte selectie
- TIG-lassen
- MIG-lassen
- STICK lassen
- de elektrode
- hoe kies ik de juiste elektrode en stroomsterkte?
- conclusie
- Lees Volgende
Lastoepassing en basismateriaal
In dit hoofdstuk bespreken we de lastoepassing, het basismateriaal en specifiek hoe dit van toepassing is op de stroomsterkte selectie op een lasmachine.
Lastoepassing
Lastoepassing heeft een directe correlatie met de stroomsterkte die in een Las wordt gebruikt.
Micro-TIG-lassen en laserbundel-lassen hebben vergelijkbare toepassingen waarbij bij TIG-lassen de stroomsterkte vrij laag is. In het geval van laserlassen is er echter helemaal geen stroomsterkte omdat er geen elektrische stroomstroom in het werkstuk is. Daarentegen kunnen MIG-lassen en Stick-lassen (en soms TIG-lassen) zeer hoge stroomsterkte-instellingen gebruiken om een optimale penetratie in het werkstuk te bereiken.
bijvoorbeeld; Een zeer technische TIG las op een helikopter uitlaatspruitstuk zal een drastisch andere stroomsterkte nodig hebben dan bijvoorbeeld een oliepijpleiding. Het verschil zal zijn tussen het lassen van dunnere exotische metalen en het lassen van een drie-voet diameter pijp naar de volgende pijp in volgorde.
in sommige toepassingen is stroomsterkte voor het gemak geselecteerd. Bijvoorbeeld, wilt u MIG lassen van een plaat van metaal naar een ander blad van metaal in uw werkplaats, zodat u misschien geneigd zijn om uw stroomsterkte te verhogen om de las parel gelegd zo snel mogelijk.
dit wil niet zeggen dat door een Las heen rennen een goede praktijk is, maar het versnellen van een laskraal bij een niet-kritische toepassing is zeer gebruikelijk.
PRO TIP: If you are interested in seeing all sorts of welding applications in one place, you should either get a tour at a shipyard, a fabrication shop, or your local technical or vocational school. Chances are, you might see a specific welding application which interests you and you might want to explore that application further in a career-oriented sense.
basismateriaal
om deze video te bekijken kunt u JavaScript inschakelen en overwegen om te upgraden naar AWEB-browser die HTML5-video ondersteunt
hoe te lassen stroomsterkte selecteren?
de categorie basismateriaal is vrij breed. Daarom zullen we ons richten op twee hoofdgebieden in de categorie basismateriaal. En dat zijn Type en dikte.
beide gebieden hebben een zeer sterke correlatie met de stroomsterkte-instelling die op de lasmachine moet worden gebruikt.
Hoe kan het type materiaal de keuze van stroomsterkte beïnvloeden?
het type materiaal dat in verschillende lastoepassingen wordt gebruikt, kan sterk variëren van lassen tot lassen, van werkterrein tot werkterrein of zelfs van Lastechniek tot lastechniek.
voordat u zelfs maar nadenkt over de stroomsterkte waarop u uw lasmachine moet instellen, moet u zich afvragen wat voor soort metaal U gaat lassen.
de belangrijkste materiaaltypes die standaard lasmethoden samen kunnen lassen zijn koolstofstaal, roestvrij staal en aluminium. Alle drie deze materiaaltypes vereisen verschillende stroomsterkte selecties op hun respectieve lasmachines. Het meest opvallende verschil is tussen de ferro en de non-ferro materialen, d.w.z. staal versus aluminium.
de reden waarom bepaalde materialen een hogere of lagere stroomsterkte vereisen, is gebaseerd op het smeltpunt van de grondstof. Dit is zeer duidelijk wanneer we kijken naar aluminium materialen. Voornamelijk omdat aluminium materiaal smeltpunt is meestal rond 1200 graden Fahrenheit.
stroomsterkte selectie bij het lassen van Aluminium
bij het lassen van aluminium materialen samen, de stroom moet meestal worden overgeschakeld van DC (gelijkstroom) over naar AC (wisselstroom). Bovendien moet de stroomsterkte worden gedraaid om de hogere smelttemperatuur van aluminium te compenseren.
TIG-lasaluminium is uniek omdat de gebruikte stroom AC is vanwege zijn reinigingseigenschappen. Dit wordt bereikt door de lasstroom afwisselend van de ene richting naar de andere.
zodra de boog in een aluminium tig-laskraal is geslagen en de lasplasseplaat is gevormd, moet de operator de kraal relatief snel verplaatsen. Dit is te wijten aan het aluminium basismateriaal met de neiging van “soaking up” de hoge stroomsterkte warmte en potentieel kromtrekken van de onedele metalen.
Staaflasstroomsterkte voor verschillende staaldiktes
de aanpassingen voor Staaflasstroomsterkte ter compensatie van de dikte van het staalmateriaal zijn vergelijkbaar met de processen die nodig zijn om de dikte van het staal te compenseren met een MIG-lasser.
Stick lassers hebben een eenvoudige bedieningsknop aan de voorkant van de machine die het stroompeil aanpast met de draai van uw pols. Op dezelfde manier, MIG Lassers hebben dezelfde simplistische functionaliteit die van pas komt wanneer u wilt overschakelen van een werkstuk dat is dik naar een die dun is.
PRO TIP: If you are not sure what amperage to use with a certain piece of material, whether thick or thin, aluminum or steel, it is always a good idea to practice a weld bead on a scrap piece of material similar to the final metal workpiece you intend to weld. This small amount of time practicing will save your hours of time grinding out your weld after you find out that your weld does not have a correct amount of penetration for the thickness of material you are welding.
Staaflassen: overschakelen van een dun werkstuk naar een dik werkstuk
de lastechniek die bij het overschakelen van een dun werkstuk naar een dik werkstuk het meest merkbaar verandert, is staaflassen.
Staalassen verschilt van MIG-en TIG-lassen in die zin dat de lasser een andere elektrode moet kiezen die het beste past bij de dikte van het werkstuk. Dezelfde elektrode die goed werkt voor een dun stuk staal zou niet zo nuttig zijn bij het lassen van een dikker stuk staal. Dit komt door het feit dat een dikker stuk staal meer penetratie en een bredere wortel aan de las vereist.
een dunnere elektrode zou de taak niet aankunnen – hij zou gewoon te snel worden verbruikt.
lasproces en stroomsterkte selectie
de lasprocessen die we zullen onderzoeken in het kader van stroomsterkte selectie zijn deze drie belangrijkste processen: TIG (Gas wolfraam booglassen, of GTAW), Mig (Gas metaal booglassen, of GMAW), en Stick (afgeschermd metaal booglassen, of SMAW).
er zijn andere lastechnologieën die kunnen worden besproken in de context van de stroomsterkte selectie. Maar deze drie lastechnologieën worden het meest gebruikt voor beginners.
TIG-lassen
TIG-lassen is in het algemeen voorbehouden aan lassers die de grootste hand – oogcoördinatie hebben, omdat de meeste TIG-lassers hand -, oog-en voetcoördinatie nodig hebben-bijna als autorijden!
het unieke kenmerk van TIG-lassen als het gaat om stroomsterkte is dat het voetpedaal op de tig-lasmachine de stroomsterkte regelt die nodig is in de las per input van de gebruiker.
het voetpedaal begint bij 0 ampère in rusttoestand en zal geleidelijk toenemen naarmate de lasser het voetpedaal tot een bepaalde limiet duwt. De limiet van de stroomsterkte controle op het voetpedaal wordt beperkt door de TIG lassen machine van de stroomsterkte mogelijkheden en/of de instelling op de machine.
sommige TIG-lasmachines hebben deze “Piekstroomsterkte” – functie op het bedieningspaneel, die moet worden ingesteld op ongeveer 40-50% boven uw gewenste stroomsterkte voor gebruik in de las.
sommige TIG-lassers hebben andere stroomsturingsfuncties, zoals achtergrondstroomsterkte of fijne aanpassingen van de stroomsterkte bij gebruik van wisselstroom. Maar die aanpassingen vallen buiten het toepassingsgebied van dit artikel.
MIG-lassen
voor de toepassing van dit artikel zullen we de variabele spanningsinstellingen gebruiken in plaats van de stroomsterkte-instellingen die andere lastechnologieën vaker gebruiken.

de spanningsinstellingen op een standaard MIG-lasser bepalen het vermogen dat wordt gebruikt tijdens het MIG-lassen. Er is altijd een noodzakelijke balans tussen spanning en draadtoevoersnelheid. Vooral omdat de draadtoevoersnelheid moet toenemen als de spanning ook toeneemt of anders wordt de lasplasser niet voldoende gevoed met vulmateriaal.
voor dunne materialen zou je beginnen bij de laagste spanningsinstelling, en voor dikkere materialen zou je de spanning dienovereenkomstig verhogen. Mig-lassermachines zijn inherent consistent zolang de basismaterialen niet te veel veranderen. Een lasexploitant kan jarenlang een MiG-lasserset hebben als hij of zij het gebruikte materiaaltype niet verandert.
PRO TIP: All MIG welders are different, and all welding applications are different. Once you find your optimal weld setting for your MIG welder (for your specific application, write this down on a paper and attach it to the side of your welder. This will save you from the headache which happens when another operator uses your machine, or the machine gets bumped and your settings are lost.
STICK lassen
Stick lassen, zoals eerder vermeld, heeft de belangrijkste correlatie tussen lastoepassing en lasstroomsterkte.
een staaflasser kan op een dag één stroomversnelling gebruiken terwijl hij of zij een plaat van staal voor een constructie last, en op een andere dag een andere instelling gebruiken terwijl hij of zij een graafbak aan het oppervlaktelassen is.
het goede nieuws over staalassen is dat er kaarten zijn die gemakkelijk online of in een lassenwinkel te vinden zijn die meestal zeer goed zijn in het voorspellen van de stroomsterkte die nodig is voor een bepaalde lasdikte en de bijbehorende staalaselektrode.
als u de stroomsterkte op een van deze grafieken volgt, moet u in goede conditie zijn. Als u nodig hebt om minieme aanpassingen aan de warmte van de las terwijl “onder de kap” tijdens uw stick lassen te maken, de gemakkelijkste manier om dit te bereiken is om de lasstaaf weg te trekken van de lasplas naar “long-arc” iets. Dit zal een bredere en hetere Plas bereiken.
PRO TIP: A good rule of thumb for setting your stick welder (SMAW) to the approximate right setting to start off with is the amperage setting should be about the same as the decimal equivalent of the rod diameter. For example, 3/32" rod diameter would be (.094) 90 amps, 1/8" rod diameter would be (.125) 125 amps, 5/32" rod diameter would be (.157) 155 amps. This rule of thumb works for most electrode sizes, and once you get your arc started and your first weld bead on your part, you can adjust the settings from there.
de elektrode
het enige lasproces dat een significante correlatie heeft tussen de elektrode en de stroomsterkte is het Staaflassen of SMAW. Dit type stick lassen en stroomsterkte zijn zo afhankelijk van elkaar in deze categorie dat is de reden dat dit onderwerp maakte het in de top drie stroomsterkte selectie factoren.
TIG-lassen en MIG-lasprocessen maken per definitie gebruik van elektroden, maar TIG gebruikt een semi-verbruikbare wolfraamstaaf en MIG-lassen maakt gebruik van een sterk verbruikbare draad, die beide weinig betekenis hebben als het gaat om de keuze van stroomsterkte.
er zijn vele soorten elektroden beschikbaar voor het lassen van stokken, en elk van hen heeft zijn specifieke gebruik. Bijvoorbeeld, elektroden verschillen van elkaar als gevolg van de dikte van het basismateriaal wordt gelast.
ze verschillen ook door de positie-horizontaal, verticaal, of overhead. Deze verschillende eigenschappen worden vastgelegd in de vier tot zes-cijferige nummer afgedrukt op elke stok elektrode voor eenvoudige referentie.
deze getallen geven de gebruiker aan voor welke voeding, laspositie, treksterkte en penetratie de elektrode is ontworpen.
de meest voorkomende elektroden op de markt zijn 6010, 6013 en 7018. Deze drie elektroden zijn zeer gebruikelijk in de industrie vanwege hun ongelooflijke flexibiliteit in toepassingen.
hoe kies ik de juiste elektrode en stroomsterkte?
de 6010-elektrode is ontworpen om diep in het werkstuk door te dringen, terwijl de 6013-elektrode ontworpen is om minder door te dringen. Voor het beste uiterlijk van een Las, moet een lasexploitant een 7018 laselektrode selecteren.

als u uw stick laselektrode hebt geselecteerd, moet u de zijkant van de elektrodehouder lezen om te zien wat de fabrikant van de elektrode aanbeveelt voor de lasstroom. De specifieke te gebruiken stroomsterkte hangt voornamelijk af van de diameter van de elektrode.
bijvoorbeeld, een achtste in diameter elektrode lassen groot tussen 75 en 125 ampère. Terwijl een 5/32 diameter elektrode optimaal kan lassen tot 220 ampère.
de beste manier om te weten wat de optimale stroomsterkte u moet gebruiken is om de laselektrode te testen op een stuk metaal en de resulterende Las te observeren. Als het een aanvaardbaar uiterlijk en penetratiegraad heeft, voer het dan uit.
een belangrijke overweging bij het aanpassen van de stroomsterkte op uw stick-lasmachine is de aanbevolen werkcyclus van de fabrikant van de lasmachine voor de machine.
Duty cycle wordt gedefinieerd als de lengte van de tijd dat de lasmachine gedurende een periode van 10 minuten kan lassen. Sommige machines zijn zwaarder dan andere.
een machine die op een bouwplaats wordt gebruikt, zal bijvoorbeeld hoogstwaarschijnlijk zwaardere onderdelen en een langere gebruikscyclus hebben dan een hobbylasser in iemands garage.
de Duty cycle is omgekeerd evenredig met de lasstroomsterkte. Dat wil zeggen, als de stroomsterkte toeneemt, de duty cycle lengte in minuten, afneemt.
PRO TIP: Looking for a solution to resolve the scenario when you have an electrode with a bunch of the flux chipped off for whatever reason? If you are welding on the job where the weld needs to conform to certain requirements, using a chipped electrode is out of the question. Once way which experienced welders salvage chipped electrodes is by having a 6" x 6" steel plate nearby where they can quickly lay down a bead of weld, using up the area of electrode which is problematic, then resume their actual weld bead once the electrode is back to a section with good flux.
conclusie
stroomsterkte selectie is niet zo verwarrend en intimiderend als je eerst zou denken.
er zijn bepaalde belangrijke variabelen die de stroomsterkte bepalen die bij een bepaalde lastoepassing moet worden gebruikt, zoals toepassing en basismateriaal, lasproces en elektrode.
met deze hoofdvariabelen in het achterhoofd, zou het vinden van de juiste stroomsterkte die nodig is voor uw Las geen probleem moeten zijn. Zoals altijd, als je nog steeds niet zeker bent, zijn er tal van middelen tot uw beschikking, of het nu online, in een bibliotheek of mijn favoriet, in uw lokale lassen winkel.
Lees Volgende
- 8 Tips voor Beginners met MIG-lassen
- gas-of Fluxkern bij MIG-lassen?
- heb ik een tig-lasser nodig?
- A Beginners Guide to Welding Chromoly
- heeft u een metalen lastafel nodig om te lassen?
- Hoe gebruik ik een plasmasnijder?