a videó megtekintéséhez engedélyezze a JavaScriptet, és fontolja meg a HTML5 videót támogató webböngészőre való frissítést
Hogyan válasszuk ki a hegesztési áramerősséget?
a hegesztőgép összes tárcsájának és digitális leolvasásának megértése megfélemlítő lehet. A bothegesztő gép néhány vezérlése egyszerűbb lesz, mint egy TIG gépen. A felső végű TIG gépnek akár 20 vezérlőgombja is lehet a különböző beállításokhoz.
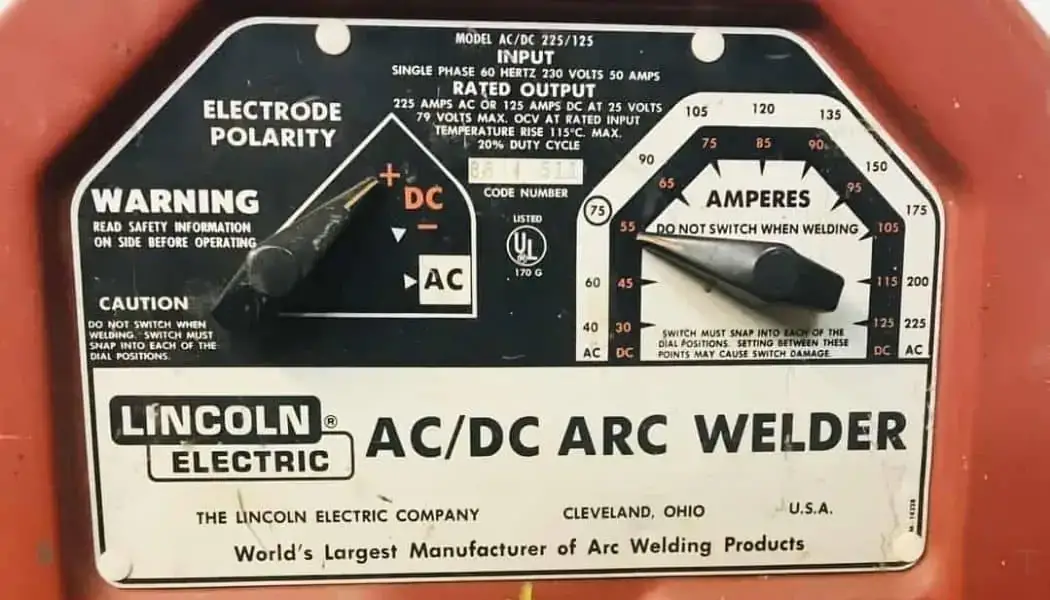
a Stick hegesztők, a MIG hegesztők és a TIG hegesztők mindegyike különböző kezelőszervekkel rendelkezik a gép elején. Ezek célja a hegesztéshez szükséges áram szintjének beállítása.
de honnan tudja, hogy milyen hegesztési áramerősség vagy feszültség beállítása A gép beállításához?
az áramerősség beállítása egy hegesztőgépen, legyen az Stick (SMAW), MIG (GMAW) (*általában feszültségbeállítást használ) vagy TIG (GTAW), néhány kulcsfontosságú változótól függ, mint például az alkalmazás és az alapanyag, a hegesztési folyamat és az elektróda.
miután meghatározta ezt a három fő változót, beállíthatja a hegesztőgépet, és elkezdheti a hegesztési gyöngyöt. Ebben a cikkben részletesen megvitatjuk ezt a három változót, valamint néhány “profi tippet” adunk az út mentén!
- hegesztési alkalmazás és Alapanyag
- hegesztési alkalmazás
- alapanyag
- hogyan befolyásolja az anyag típusa az áramerősség kiválasztását?
- áramerősség kiválasztása alumínium hegesztésekor
- Stick hegesztési áramerősség különböző acélvastagságokhoz
- Bothegesztés: váltás vékony munkadarabról vastag munkadarabra
- hegesztési folyamat és áramerősség-kiválasztás
- TIG hegesztés
- MIG hegesztés
- BOTHEGESZTÉS
- az elektróda
- Hogyan válasszuk ki a megfelelő elektródát és áramerősséget?
- következtetés
- olvassa el a következőt
hegesztési alkalmazás és Alapanyag
ebben a szakaszban megvitatjuk a hegesztési alkalmazást, az alapanyagot, és konkrétan hogyan vonatkozik ez a hegesztőgép áramerősségének kiválasztására.
hegesztési alkalmazás
a hegesztési alkalmazás közvetlen összefüggést mutat a hegesztésben használt áramerősséggel.
a mikro TIG hegesztés és a lézersugaras hegesztés hasonló alkalmazásokkal rendelkezik, ahol a TIG hegesztés esetében az áramerősség meglehetősen alacsony. Lézerhegesztés esetén azonban egyáltalán nincs áramerősség, mivel a munkadarabon belül nincs elektromos áram. Ezzel szemben a MIG hegesztés és a Bothegesztés (és néha a TIG hegesztés) nagyon magas áramerősség-beállításokat alkalmazhat a munkadarabba való optimális behatolás érdekében.
például; A helikopter kipufogócsonk rendkívül technikai tig hegesztése drasztikusan eltérő áramerősséggel rendelkezik, mint mondjuk, egy olajvezeték. A különbség a vékonyabb egzotikus Fémek hegesztése és a három láb átmérőjű cső hegesztése között lesz a következő csőhöz.
egyes alkalmazásokban az áramerősség a kényelem érdekében van kiválasztva. Például, érdemes MiG hegeszteni egy fémlemezt egy másik fémlemezre a Műhelyében, így hajlamos lehet arra, hogy növelje az áramerősségét, hogy a hegesztési gyöngyöt a lehető leggyorsabban lefektethesse.
ez nem azt jelenti, hogy a hegesztés áthaladása jó gyakorlat, de a hegesztési gyöngy felgyorsítása nem kritikus alkalmazásban nagyon gyakori.
PRO TIP: If you are interested in seeing all sorts of welding applications in one place, you should either get a tour at a shipyard, a fabrication shop, or your local technical or vocational school. Chances are, you might see a specific welding application which interests you and you might want to explore that application further in a career-oriented sense.
alapanyag
a videó megtekintéséhez engedélyezze a JavaScriptet, és fontolja meg a HTML5 videót támogató webböngészőre való frissítést
Hogyan válasszuk ki a hegesztési áramerősséget?
az alapanyag kategóriája meglehetősen széles. Ezért az alapanyag kategóriájában két fő területre összpontosítunk. Ezek a típusok és a vastagság.
mindkét terület nagyon szoros összefüggésben van azzal, hogy milyen áramerősség-beállítást kell használni a hegesztőgépen.
hogyan befolyásolja az anyag típusa az áramerősség kiválasztását?
a különböző hegesztési alkalmazásokban használt anyag típusa nagymértékben változhat a hegesztéstől a hegesztésig, a munkahelytől a munkahelyig, vagy akár a hegesztési technológiától a hegesztési technológiáig.
mielőtt még arra gondolna, hogy milyen áramerősségre állítsa be a hegesztőgépet, kérdezze meg magától, hogy milyen típusú fémet fog hegeszteni.
a fő anyagtípusok, amelyeket a szabványos hegesztési módszerek össze tudnak hegeszteni, a szénacél, a rozsdamentes acél és az alumínium. Mindhárom Anyagtípus eltérő áramerősséget igényel a megfelelő hegesztőgépeken. A legjelentősebb különbség a vas és a színesfém anyagok, azaz az acél és az alumínium között van.
annak oka, hogy bizonyos anyagok magasabb vagy alacsonyabb áramerősség-beállításokat igényelnek, a nyersanyag olvadáspontján alapul. Ez nagyon nyilvánvaló, ha alumínium anyagokat nézünk. Elsősorban azért, mert az alumínium olvadáspontja általában 1200 Fahrenheit fok körül van.
áramerősség kiválasztása alumínium hegesztésekor
alumínium anyagok együttes hegesztésekor az áramot általában EGYENÁRAMRÓL (egyenáramról) AC-re (váltakozó áramra) kell váltani. Ezenkívül az áramerősséget fel kell fordítani az alumínium magasabb olvadási hőmérsékletének kompenzálására.
a TIG hegesztő alumínium egyedülálló abban, hogy tisztítási jellemzői miatt a felhasznált áram AC. Ez az egyik irányból a másikba váltakozó hegesztési áram miatt érhető el.
Miután az ívet egy alumínium tig hegesztési gyöngybe ütötték, és a hegesztési pocsolya kialakult, a kezelőnek viszonylag gyorsan kell mozgatnia a gyöngyöt. Ez annak köszönhető, hogy az alumínium alapanyag hajlamos “felszívni” a nagy áramerősségű hőt és potenciálisan elhajlítani az alapfémeket.
a Stick hegesztési áramerősség beállítása az acél anyagvastagságának kompenzálására hasonló a MiG hegesztővel történő Anyagvastagság kompenzálásához szükséges eljárásokhoz.
a Bothegesztőknek egy egyszerű vezérlőgombja van a gép elején, amely a csukló csavarásával állítja be az áramerősség szintjét. Ugyanígy a MIG hegesztők ugyanolyan egyszerű funkcionalitással rendelkeznek, amely jól jön, ha vastag munkadarabról vékonyra szeretne váltani.
PRO TIP: If you are not sure what amperage to use with a certain piece of material, whether thick or thin, aluminum or steel, it is always a good idea to practice a weld bead on a scrap piece of material similar to the final metal workpiece you intend to weld. This small amount of time practicing will save your hours of time grinding out your weld after you find out that your weld does not have a correct amount of penetration for the thickness of material you are welding.
Bothegesztés: váltás vékony munkadarabról vastag munkadarabra
a hegesztési technológia, amely a legszembetűnőbb változásokkal rendelkezik, amikor vékony munkadarabról vastag munkadarabra vált, a bothegesztés.
a Bothegesztés abban különbözik a MIG és a TIG hegesztéstől, hogy a hegesztőkezelőnek ki kell választania egy másik elektródot, amely a legjobban megfelel a munkadarab vastagságának. Ugyanaz az elektróda, amely jól működik egy vékony acéldarabnál, nem lenne olyan hasznos vastagabb acéldarab hegesztésekor. Ez annak köszönhető, hogy egy vastagabb acéldarab nagyobb behatolást és szélesebb gyökeret igényel a hegesztéshez.
egy vékonyabb elektróda nem felelne meg a feladatnak – egyszerűen túl gyorsan fogyasztaná.
hegesztési folyamat és áramerősség-kiválasztás
a hegesztési folyamatok, amelyeket az áramerősség-kiválasztás összefüggésében vizsgálunk, a következő három fő folyamat: TIG (gáz-Volfrám ívhegesztés vagy GTAW), MIG (gáz-fém ívhegesztés vagy GMAW) és Stick (árnyékolt fém ívhegesztés vagy SMAW).
vannak más hegesztési technológiák, amelyeket az áramerősség kiválasztásával összefüggésben lehet megvitatni. De ez a három hegesztési technológia a leggyakrabban használt kezdőknek.
TIG hegesztés
a TIG hegesztés általában azoknak a hegesztőknek van fenntartva, akik a legnagyobb kéz – szem koordinációval rendelkeznek, mert a legtöbb TIG hegesztő kéz -, szem-és lábkoordinációt igényel-szinte olyan, mint egy autó vezetése!
a TIG hegesztés egyedi jellemzője, amikor az áramerősségről van szó, hogy a TIG hegesztőgép lábpedálja szabályozza a hegesztéshez szükséges áramerősséget a felhasználó bemenetére.
a lábpedál nyugalmi állapotban 0 amperről indul, és fokozatosan növekszik az áramerősség, amikor a hegesztő kezelő egy bizonyos határig lenyomja a lábpedált. A lábpedál áramerősség-szabályozásának határát a TIG hegesztőgép áramerősségi képességei és/vagy a gép beállítása korlátozza.
néhány TIG hegesztőgép rendelkezik ezzel a” csúcsáram ” funkcióval a kezelőpanelen, amelyet körülbelül 40-50% – kal kell beállítani a hegesztéshez használt kívánt áramtartomány felett.
egyes TIG hegesztők más áramerősség-vezérlési funkciókkal rendelkeznek, például háttér-áramerősséggel vagy az áramerősség finom beállításával váltakozó áram használatakor. De ezek a kiigazítások kívül esnek e cikk hatályán.
MIG hegesztés
e cikk alkalmazásában a változó feszültségbeállításokat fogjuk használni az áramerősség-beállítások helyett, amelyeket más hegesztési technológiák gyakrabban használnak.

a szabványos MIG hegesztő feszültségbeállításai meghatározzák a MiG hegesztési művelet során felhasznált teljesítményt. Mindig van egy szükséges egyensúly a feszültség és a vezeték előtolási sebessége között. Különösen azért, mert a huzal előtolási sebességének növekednie kell, mivel a feszültség is növekszik, különben a hegesztési pocsolya nem lesz megfelelően táplálva töltőanyaggal.
vékony anyagok esetén a legalacsonyabb feszültség beállításnál indulna, vastagabb anyagok esetén pedig ennek megfelelően növelné a feszültséget. A MiG hegesztőgépek eredendően következetesek, mindaddig, amíg az alapanyagok nem változnak túl sokat. A hegesztő Üzemeltető volna egy MIG hegesztő beállítás beállítása évekig, ha ő nem változtatja meg a használt anyag típusát.
PRO TIP: All MIG welders are different, and all welding applications are different. Once you find your optimal weld setting for your MIG welder (for your specific application, write this down on a paper and attach it to the side of your welder. This will save you from the headache which happens when another operator uses your machine, or the machine gets bumped and your settings are lost.
BOTHEGESZTÉS
Bothegesztés, mint korábban említettük, a legjelentősebb összefüggés a hegesztési alkalmazás és a hegesztési áramerősség között.
a bothegesztő kezelő egy nap egy áramerősség-beállítást használhat, miközben acéllemezt hegeszt egy szerkezethez, majd egy másik beállítást használjon egy másik napon, miközben a kotró vödör felületi hegesztését végzi.
a jó hír a bothegesztésről az, hogy vannak olyan diagramok, amelyek könnyen megtalálhatók az interneten egy hegesztési áruházban, amelyek általában nagyon jók az adott hegesztési vastagsághoz szükséges áramerősség előrejelzésében és a kísérő bothegesztő elektródában.
ha követi az ezen diagramok egyikén látható áramerősségi szinteket, akkor jó állapotban kell lennie. Ha a hegesztési varrat alatt “a motorháztető alatt” kell elvégeznie a hegesztés hőjét, ennek legegyszerűbb módja az, ha a hegesztőrudat kissé “hosszú ívre” húzza el a hegesztési pocsolyától. Ez szélesebb és forróbb pocsolyát fog elérni.
PRO TIP: A good rule of thumb for setting your stick welder (SMAW) to the approximate right setting to start off with is the amperage setting should be about the same as the decimal equivalent of the rod diameter. For example, 3/32" rod diameter would be (.094) 90 amps, 1/8" rod diameter would be (.125) 125 amps, 5/32" rod diameter would be (.157) 155 amps. This rule of thumb works for most electrode sizes, and once you get your arc started and your first weld bead on your part, you can adjust the settings from there.
az elektróda
az egyetlen hegesztési eljárás, amely jelentős összefüggést mutat az elektróda és az áramerősség között, a Bothegesztés vagy a SMAW. Ez a fajta pálcahegesztés és áramerősség annyira függ egymástól ebben a kategóriában, ami az oka annak, hogy ez a téma bekerült az első három áramerősség-kiválasztási tényezőbe.
a TIG hegesztési és a MIG hegesztési folyamatok definíció szerint elektródákat használnak, de a TIG félig fogyó volfrámrudat használ, a MIG hegesztés pedig nagyon fogyó huzalt használ, mindkettőnek kevés jelentősége van az áramerősség kiválasztásánál.
a pálcahegesztéshez rendelkezésre álló elektródák típusai sokak, és mindegyiknek sajátos felhasználása van. Például az elektródák különböznek egymástól a hegesztett alapanyag vastagsága miatt.
a helyzet miatt is különböznek – vízszintes, függőleges vagy felső. Ezeket a különböző tulajdonságokat az egyes botelektródákra nyomtatott Négy-hatjegyű szám rögzíti az egyszerű hivatkozás érdekében.
ezek a számok jelzik a felhasználónak, hogy melyik tápegységre, hegesztési pozícióra, szakítószilárdságra és behatolásra tervezték az elektródát.
a piacon a leggyakoribb elektródák a 6010, 6013 és 7018. Ez a három elektróda nagyon gyakori az iparban, hihetetlen rugalmasságuk miatt.
Hogyan válasszuk ki a megfelelő elektródát és áramerősséget?
a 6010 elektródát úgy tervezték, hogy mélyen behatoljon a munkadarabba, míg a 6013 elektródát úgy tervezték, hogy kevesebbet hatoljon be. A hegesztés legjobb megjelenése érdekében a hegesztőkezelőnek ki kell választania egy 7018 hegesztési elektródát.

miután kiválasztotta a bothegesztő elektródát, olvassa el az elektródatartály oldalát, hogy megnézze, mit javasol az elektróda gyártója a hegesztési áramerősséghez. Az alkalmazandó fajlagos áramerősség elsősorban az elektróda átmérőjétől függ.
például egy nyolcadik átmérőjű elektróda nagyszerűen hegeszti 75 és 125 amper között. Míg egy 5/32 átmérőjű elektróda optimálisan hegeszthető akár 220 ampernél is.
a legjobb módja annak, hogy megtudja, mi az optimális áramerősség, amit használnia kell, hogy tesztelje a hegesztőelektródát egy fémhulladékon, és megfigyelje a kapott hegesztést. Ha elfogadható megjelenésű és behatolási arányú, akkor futtassa vele.
a pálcahegesztő gép áramerősségének beállításakor fontos szempont a hegesztőgép gyártójának ajánlott munkaciklusa a gép számára.
a munkaciklus az az időtartam, ameddig a hegesztőgép 10 perc alatt hegeszthető. Egyes gépek nagyobb teherbírásúak, mint mások.
például egy építkezésen használt gép nagy valószínűséggel nehezebb alkatrészekkel és hosszabb terhelési ciklussal rendelkezik, mint egy hobbi hegesztő valakinek a garázsában.
a munkaciklus fordítottan arányos a hegesztési áramerősséggel. Vagyis az áramerősség növekedésével a munkaciklus hossza percben csökken.
PRO TIP: Looking for a solution to resolve the scenario when you have an electrode with a bunch of the flux chipped off for whatever reason? If you are welding on the job where the weld needs to conform to certain requirements, using a chipped electrode is out of the question. Once way which experienced welders salvage chipped electrodes is by having a 6" x 6" steel plate nearby where they can quickly lay down a bead of weld, using up the area of electrode which is problematic, then resume their actual weld bead once the electrode is back to a section with good flux.
következtetés
az áramerősség kiválasztása nem olyan zavaró és félelmetes, mint azt először gondolnánk.
vannak bizonyos kulcsfontosságú változók, amelyek meghatározzák az áramerősséget, amelyet egy bizonyos hegesztési alkalmazásban kell használni, mint például az alkalmazás és az alapanyag, a hegesztési folyamat és az elektróda.
ezeket a fő változókat szem előtt tartva a hegesztéshez szükséges megfelelő áramerősség megtalálása nem jelenthet problémát. Mint mindig, ha még mindig bizonytalan, számos erőforrás áll az Ön rendelkezésére, akár online, akár egy könyvtárban vagy a kedvencemben, a helyi hegesztőüzletben.
olvassa el a következőt
- 8 Tippek a MIG hegesztés kezdőknek
- gáz vagy fluxus mag MiG hegesztéskor?
- szükségem van egy tig hegesztőre?
- a kezdők Útmutató hegesztés Chromoly
- szüksége van egy fém hegesztő asztal hegeszteni?
- hogyan kell használni a plazmavágót?